摘 要
连续铸造是一种先进的铸造方法,其原理是将熔融的金属,不断浇入一种叫做结晶器的特殊金属型中,凝固(结壳)了的铸件,连续不断地从结晶器的另一端拉出,它可获得任意长或特定的长度的铸件。
连续铸造在国内外已被广泛采用,例如连续铸锭(钢或有色金属锭),连续铸管等。连续铸造和普遍铸造法比较有下述优点:
1.由于金属被迅速冷却,结晶致密,组织均匀,机械性能较好;
2.连续铸造时,铸件上没有浇注系统的冒口,故连续铸锭在轧制时不用切头去尾,节约了金属,提高了收得率;
3.简化了工序,免除造型及其它工序,因而减轻了劳动强度;所需生产面积也大为减少;
4.连续铸造生产易于实现机械化和自动化,铸锭时还能实现连铸连轧,大大提高了生产效率。
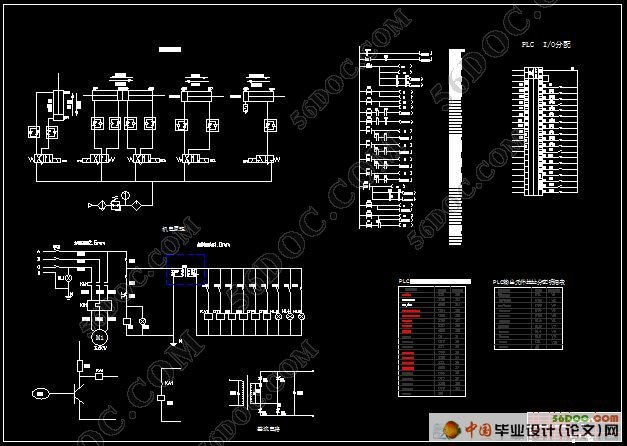
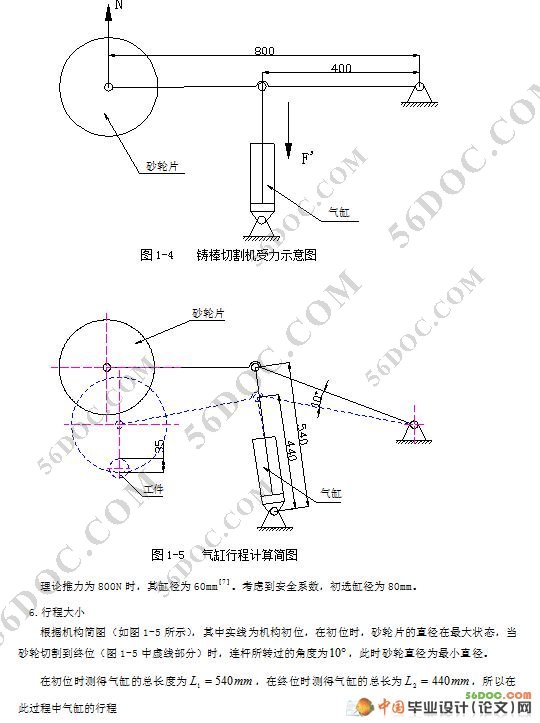
棒料割机在连续的铸造中工作,它的工作是由PLC控制电磁阀,使电磁阀控制气缸,并由气缸驱动与其连接的部件,实现对铸棒的准确定长切割,切割后自动返回初始位置。一个切割机分别切割两条铸棒,其切口深度为35mm,然后由压断机进行压断。
棒料割机是一种既能有效的提高生产率,又在价格和使用方面能被广大用户所接受的一种新型的自动控制切割机。由PLC控制的气动铸棒切割机,其中融合了气压自动控制、机器人技术和PLC控制技术。PLC控制各个气动换向阀的电磁铁,由气缸驱动机械手完成顺序切割过程,实现了机械设计、电器控制和气动控制的有效结合。这种切割机具有控制方便,性能稳定,结构简单,调节、维修方便,生产率高等优点,具有广泛的应用前景。
关键字:自动控制 切割,PLC
ABSTRACT
Continuous casting is an advanced casting methods, the principle is to molten metal, continuously poured into a mold called the special metal mold, the solidification (crust) of the casting, continuous from the other side of mold pulled out, it will be of arbitrary length or a specific length of the castings.
Continuous Casting at home and abroad have been widely used, such as continuous ingot (ingot steel or non-ferrous metals), such as continuous cast pipe. Continuous casting and general casting method has the following advantages:
1. Because of the metal by rapidly cooling, the crystallization of dense, homogeneous, good mechanical properties;
2. Continuous casting, the casting gating system is not on the riser, so continuous ingot rolling at the first go, when not cut tail, saved the metal, improve the yield;
3. Simplified the process, remove the forms and other processes, thus reducing the labor intensity; required for the production area has been greatly reduced;
4. Easy to achieve continuous casting production mechanization and automation, when the ingot casting and rolling can achieve significantly improved production efficiency.
Casting rod line cutting continuous casting machine at work, it is handled by the PLC control solenoid valve, so that the solenoid valve control cylinder by cylinder drive connected components, implementation of accurate casting rods fixed-length cutting, cutting return to initial position automatically. A cutting machine cutting two separately-cast rods, the incision depth of 35mm, then by breaking machine is breaking.
Casting rod is a line cutting machine can effectively enhance the productivity, but also in terms of price and use the vast numbers of users can be accepted by a new type of automatic cutting machine. By the PLC-controlled pneumatic cutting machine casting rod, one of the convergence of air pressure automatic control, robotics and PLC control technology. PLC control of all pneumatic solenoid directional valve, cylinder drive machinery by hand to complete the order of cutting process, implementation of mechanical design, electrical control and effective integration of pneumatic control. This cutting machine has a convenient control, stable performance, simple structure, regulation, maintenance convenience, high productivity, has broad application prospects.
Keyword:Automatic Control cut plc
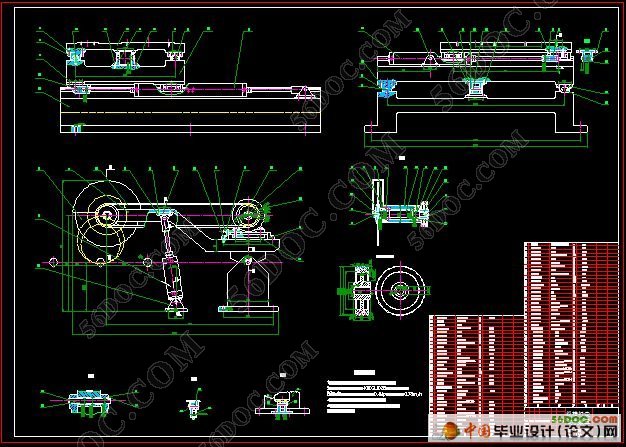
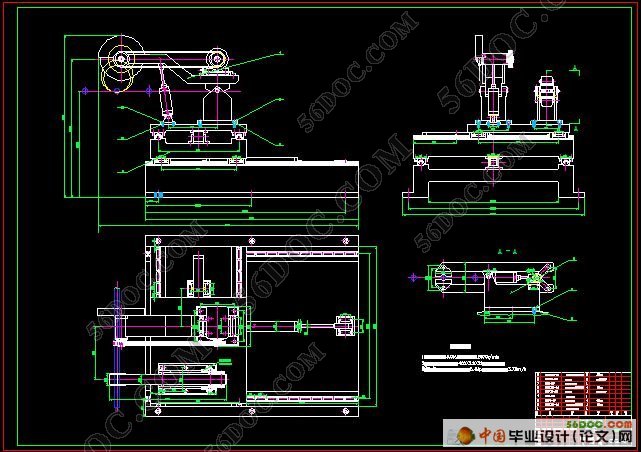
我们设计的棒料切割机结构简单,性能安全可靠,操作方便可行,很好的实现了其预定功能。棒料切割机主要由三个大的部分组成,即切割部分、夹紧部分和纵横行走部分。
切割部分是由电机带动砂轮旋转,由气缸控制砂轮上下移动完成切割。夹紧部分主要采用了一个气动夹紧机械手,电磁阀控制气缸活塞的伸缩来实现夹紧和放松。纵横行走部分是由气缸控制纵向、横向行走板,使之沿直线导轨前进或返回。
整个机器由PLC控制各个气动换向阀的电磁铁,由气缸驱动完成顺序切割动作过程。而随动工作台的随动前进速度也可以通过夹紧机械手夹紧铸棒使之与铸棒速度同步。横向切割时的切割速度可以通过气缸来调节。
与一般的切割机相比,这种切割机有以下优点:
一、实现了机械工程和自动控制的有效结合,机械部分采用机械优化设计,整个设计过程中都进行了综合技术比较与经济评价,实现了预定的功能。
二、整个运动过程都采用了气压传动控制,与液压传动相比,气压传动有无介质费用、处理方便、无泄露污染、无介质变质等优点。
三、在设计过程中,纵横行走装置采用了直线导轨,既提高了运动系统的运动精度,又很大程度的减小了摩擦力,达到了节能的效果。
四、整个切割过程都由PCL控制,以其结构简单合理、设备性能良好、使用寿命长、安全系数高等因素,满足了自动化大批量的生产要求。
研究意义
这种切割机具有控制方便,性能稳定,结构简单,调节、修改方便、生产率高等优点,具有广阔的应用前景。
本文的结构
本文在现有的棒料切割系统进行分析的基础上,根据棒料切割系统的总体结构,从机械和电气控制两方面对系统各个部分的设计分章节展开了详细的介绍。
设计要求
项目要求切割机能够根据定长信号分别切割两条连续的铸铁棒,实现对铸棒的准确定长切割,切割后自动返回初始位置。其切口深度为35mm。再由压断机进行压断。
目 录 10000字
摘 要 2
第一章 绪论 8
1.1 前言 8
1.2 选题背景 8
1.3 研究意义 9
1.4 本文的结构 9
第二章 切割部分设计 10
2.1 设计要求 10
2.2 方案设计 11
2.3 结构设计 11
2.3.1砂轮片的选取 11
2.3.2 电机的选取 12
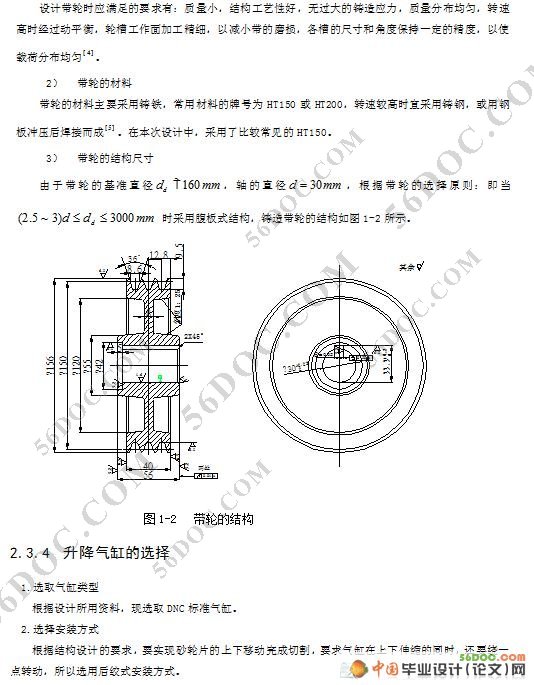
2.3.3 带传动设计 12
2.3.4 升降气缸的选择 16
2.3.5 滚动轴承的选取及校核 19
第三章 夹紧部分设计 23
3.1设计要求 23
3.2方案设计 23
第四章 纵横行走部分的设计 25
4.1 设计要求 25
4.2方案设计 25
4.3 直线导轨的选择计算 25
4.3.1选定条件 25
4.3.2选择方式 26
第五章 PLC概述 28
5.1 可编程控制器PLC的基本原理 28
5.2 可编程控制器的特点 28
第六章 电气控制线路的设计 30
6.1 电气控制线路设计的一般要求 30
6.2电气控制线路的设计方法 30
6.3 气动原理图设计 31
结 论 35
辞 谢 36
参考文献 37
|
