CA6140型普通车床改造成经济型数控车床的设计(机电一体化)
来源:wenku163.com 资料编号:WK1633706 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK1633706
资料介绍
本课题来源于生产实践。将CA6140型普通车床改造成经济型数控车床,应能实
现CA6140车床原有功能,在机床的精度、性能等方面除保持原来状况外还有所提高。在整个设计过程中满足以下几点要求:
a.横向(X向) 进给脉冲当量为0.005mm /脉冲;
b.进给速度范围:向 3 ~ 1000mm/min (无级调速)
快进速度:X向 1000 ~ 3000mm/min内任意设定;
c.原车床的主传动系统予以保留,横向进给系统由微机实现开环控制,两轴联动;
d.刀架采用自动转位刀架,具有切削螺纹的功能;
e.改造方便,成本低。
该设计的总体思路是采用以8031单片机为核心的数控装置控制加工过程。微机通过I/O接口发出驱动脉冲,经过光电隔离进入步进电机的驱动控制线路,驱动控制线路接受来自数控车床控制系统的进给脉冲信号,并将该信号转换为控制步进电机各定子绕组依次通电、断电的信号,使步进电机运转。步进电机的转子带动滚珠丝杠转动,从而使工作台产生移动,实现纵向、横向的进给运动。由于步进电机需要的驱动电压较高,电流较大,如果将I/O输出信号直接与功率放大器相连,将会引起强电干扰,轻则影响单片机程序运行,重则导致单片机接口电路的损坏,所以在接口电路与功率放大器之间加上隔离电路,实现电气隔离。
对机床机械部分改造总体方案设计
机床的数控改造,主要是对原有机床的结构进行创造性的设计,最终使机床达到比较理想的状态。数控车床是机电一体化的典型代表,其机械结构同普通的机床有诸多相似之处。然而,现代的数控机床不是简单地将传统机床配备上数控系统即可,也不是在传统机床的基础上,仅对局部加以改进而成。传统机床存在着一些弱点,如刚性不足、抗振性差、热变形大、滑动面的摩擦阻力大及传动元件之间存在间隙等,难以胜任数控机床对加工精度、表面质量、生产率以及使用寿命等要求。现代的数控技术,特别是加工中心,无论是其支承部件、主传动系统、进给传动系统、刀具系统、辅助功能等部件结构,还是整体布局、外部造型等都已经发生了很大变化,已经形成了数控机床的独特机械结构。因此,我们在对普通机床进行数控改造的过程中,应在考虑各种情况下,使普通机床的各项性能指标尽可能地与数控机床相接近。
另外,车床数控改造的总体原则是在满足使用要求的前提下,对原机床的改动尽可能减少,以降低成本。改造过程中,为了充分发挥改造后数控系统的技术性能,保证改造后车床在系统控制下有较高的重复定位精度,减少低速爬行,并使其外型美观,性能稳定,机械装置的合理改造就显得异常重要。其中进给系统的改造又是整个机械装置改造的关键。一般进给系统改造方案是:用步进电机作为驱动元件,解除原传动系统,通过一级减速齿轮和滚珠丝杠螺母副带动工作台移动,保留手动进给机构用于微进给和机床刀具的对零操作。
经过经济型数控改造后的CA6140型普通车床,采用以8031单片机为核心的数控装置对加工过程进行控制处理,其横向(X向) 进给脉冲当量为0.005mm /脉冲,进给速度范围为 3 ~ 1000mm/min (无级调速),快进速度可以在1000 ~ 3000mm/min内任意设定。而且运行可靠,抗干扰能力强。
改造后的经济型数控车床不但实现了CA6140型普通车床的原有功能,而且在机床的加工精度、性能、自动化程度等方面也有所提高,利用数控方法可以准确地加工任意面的旋转体。它满足了现代加工工艺的要求,提高了劳动生产率,大大降低了工人的劳动强度,给企业带来了巨大的经济效益。
和选用新的数控车床相比,经济型数控车床为企业节约了大量的购买资金,还节约了订购新的数控车床的交货周期的时间,而且没有造成原有设备的闲置浪费。因此,它适合于中小企业的车床改造。
目 录
1 前言•••••••••••••••••••••••••••••••••••••••••••••••••••2
2 对机床机械部分改造总体方案设计•••••••••••••••••••••3
2.1横向进给机构的改造•••••••••••••••••••••••••••••••3
2.2纵向进给机构的改造•••••••••••••••••••••••••••••••4
3 机械部分改造设计•••••••••••••••••••••••••••••••••••••4
3.1 横向进给系统的设计与计算••••••••••••••••••••••••4
3.2纵向进给系统改造设计 ••••••••••••••••••••••••••••8
3.3数控车床的传动装置设计••••••••••••••••••••••••••11
(毕业设计)
3.4自动转位刀架的设计••••••••••••••••••••••••••••••18
4结论•••••••••••••••••••••••••••••••••••••••••••••••••••19
参考文献••••••••••••••••••••••••••••••••••••••••••••••••20
致谢•••••••••••••••••••••••••••••••••••••••••••••••••••••22
附录•••••••••••••••••••••••••••••••••••••••••••••••••••••23
附 录
1 CA6140型车床经济型数控改造(横向)装配图 CAJJX6140-02-00 A0
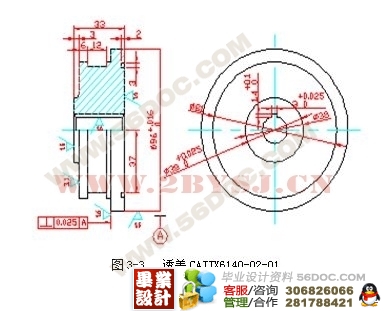
2 透盖 CAJJX6140-02-01 A3
4 联接套 CAJJX6140-02-03 A4
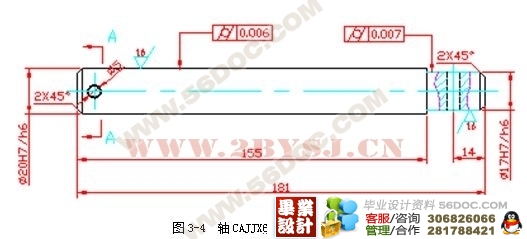
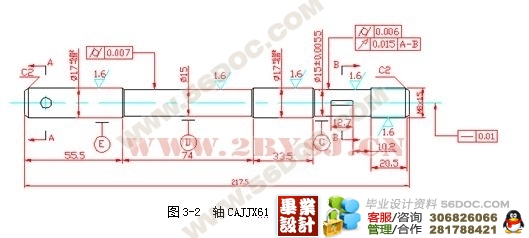
5 轴 CAJJX6140-02-04 A3
6 联接支架 CAJJX6140-02-05 A3
7 套 CAJJX6140-02-06 A4
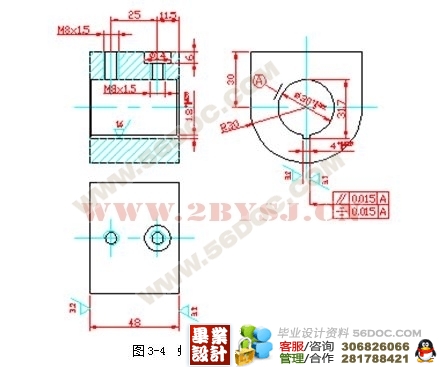
8 螺母座 CAJJX6140-02-07 A3
9 轴 CAJJX6140-02-08 A3
10 法兰盘 CAJJX6140-02-09 A3 |
