摘要: 通常,直接利用通用后置处理器生成的NC代码与用户使用的数控机床和系统的要求不符,不能生成正确的加工程序,导致数控加工不能安全、可靠地进行,并且通用后置处理器不能输出机床数控系统所特有的辅助功能,使得数控机床特性功能的利用受到影响。
本课题针对MIKRON UCP 600 Vario型五轴加工中心及配置的Heidenhain iTNC 530数控系统进行了专用后置处理的研究,开发了后置处理程序,该程序能够根据刀位源文件生成数控加工程序,且无需二次更改,就可以实现五轴联动数控加工。
Heidenhain iTNC 530数控系统除了具备ISO标准的辅助功能以外,还有其它特有的辅助功能,针对辅助功能和五坐标数控加工机床的特殊性,利用UG/Post Builder后置处理器,实现了模态辅助功能指令M126、M128的输出和非模态辅助功能指令循环32的输出。通过用户自定义功能,以Tcl语言为开发语言,实现了在生成NC程序的同时输出总加工时间、每道工序的加工时间和刀具信息。将专用后置处理程序与UG集成,实现了在UG中调用后置处理程序自动生成数控加工代码。
关键词:五坐标加工 数控编程 后置处理 加工仿真 整体叶轮
Study on Post Processing for NC Programming of Five-axis Machining Center
Student name: Chen Rui Liang Class: 0681053
Supervisor: Yu Fei
Abstract:Usually, the NC code generated by the general post processor doesn't match with the request of the numerical control machine and the its system. Thus it cannot produce the correct processing procedure, results in the numerical control processing can not be carried out with safety and reliabitlity, furthermore, the general post processor cannot output the unique auxiliary function of the machine numerical control system, which causes the characteristics and functions of the numerical control machine to be used efficaciously or correctly.
Aimed to MIKRON UCP 600Vario five-axis machining center and Heidenhain iTNC 530 numerical control system, the special-purpose post-processing was studied, and the post-processing programme was develope in this paper. This programme can produce NC processing procedure according to the cutter location source file, and it is not necessary to conduct second alteration, then it can realize five-axis simultaneously controlled NC processing.
Besides the ISO auxiliary function, HEIDENHAIN iTNC 530 numerical control system also has many other unique auxiliary functions. Aim to these functions and the particularity of five-axis NC machining and post-processing UG/Post Builder we conducted the output of the modality assistance function instruction M126, the M128 and the output of the non-modality assistance function instruction circulation 32. Through the user-defined functions, taking the Tcl as the development language, the subject has realized to output the total process time and each working procedure process time and tool-information while produces the NC procedure. The integration of special-purpose post-processing procedure and the UG has attained automatically to produce the numerical control processing code by transferring the post-processing procedure in UG.
Keywords:Five-axis machining NC programming Post processing Machining simulation Integral impeller
UG提供的后置处理方法
Unigraphics NX是美国EDS公司推出的面向制造行业的CAD/CAE/CAM一体的高端软件。它功能强大、内容丰富,为用户提供了集成最先进的技术和一流实践经验的解决方案,能够把任何产品构想付诸于实际。UG NX涵盖了工业设计的造型、装配、加工、仿真和分析等领域的操作功能。UG NX软件广泛应用于通用机械、模具、电器、汽车、化工及航天领域[26]。
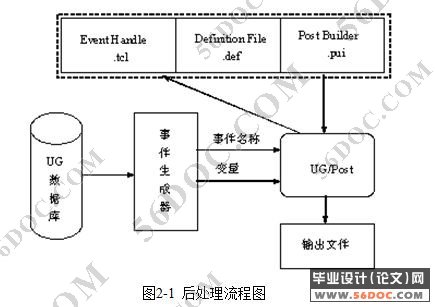
UG提供了两种后置处理方法:图形后置处理模块GPM (Graphics Postprocessor Module)和UG后置处理器UG/Post Builder。目前应用最多的是UG/Post Builder[27]。
在UG中数控加工程序的生成过程如下所示:
(1)将要输出的程序节点下各个操作的排列顺序重新检查整理一遍,保证符合加工顺序;
(2)从操作导航器中选择要输出的程序节点;
(3)单击后处理图标弹出PostProcess对话框;
(4)在机床列表中选择指定加工机床的后置处理程序;
(5)通过Browse按钮选取存放数控加工程序的文件夹,输入程序名;
(6)在Output Units下拉菜单中选取输出单位为公制或英制;
(7)如果希望在输出过程中通过信息窗口显示输出的数据,选取list output,但是这样会降低输出速度;
(8)单击apply,完成输出,生成数控加工程序文件。

五轴加工中心及配置的数控系统后置处理研究
五轴加工中心及配置的数控系统后置处理研究
五轴加工中心及配置的数控系统后置处理研究

五轴加工中心及配置的数控系统后置处理研究

五轴加工中心及配置的数控系统后置处理研究
目 录 16000字
第一章 绪论 1
1.1数控编程后置处理技术 1
1.2数控编程后处理技术研究现状 1
1.3主要研究内容 4
第二章 UG后置处理器介绍 4
2.1 UG提供的后置处理方法 4
2.1.1 UG图形后置处理模块 4
2.1.2 UG后置处理器UG/Post Builder 4
2.2 UG/Post Builder主要参数 6
2.3 MIKRON五轴加工中心及配置的数控系统介绍 8
2.4 Heidenhain iTNC 530数控系统的数控程序格式 9
2.5 双转台五坐标后置处理算法 10
第三章 MIKRON五轴加工中心后置处理的研究 13
3.1 利用Post Builder建立机床特性数据文件 13
3.1.1 设置机床参数 13
3.1.2 设置程序的格式 15
3.1.3 设置程序段格式 17
3.1.4 设置输出文件 19
3.2 输出辅助功能指令 20
3.2.1 模态辅助功能指令的应用 20
3.2.2 模态辅助功能指令的输出 24
3.2.3 非模态辅助功能指令的应用与输出 25
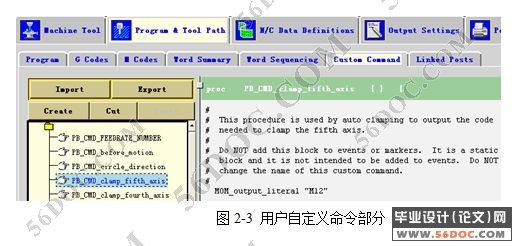
3.3 实现用户自定义功能 26
3.3.1输出每道工序的加工时间 26
3.3.2输出加工总时间 27
3.3.3输出刀具信息 27
3.4 MIKRON五轴加工中心后置处理程序与UG集成 28
3.5 UG中数控加工程序的生成 29
参考文献 31
参考文献
[1] 周济.周艳红.数控加工技术.北京:国防工业出版社,2002,31-35
[2] 刘雄伟.数控加工理论与编程技术.北京:机械工业出版社,2002,55-60
[3] 实用数控加工技术委员会.实用数控加工技术.北京:兵器工业出版社,1995,122-125
[4] 安杰.邹昱章.UG后处理技术.北京:清华大学出版社,2003,140-142
[5] 王卫兵,MasterCAM数控编程实用教程,北京:清华大学出版社,2004,77-79
[6] Sheu, Jinn-Jong, Three-dimensional CAD/CAM/CAE integration system of sculpture surface die for hollow cold extrusion, International Journal of Machine Tool & anufacture.1999,39(1):33-35
[7] Shang-liang chen and Wen-Tai Wang, Computer aided manufacturing technologies for centrifugal compressor impellers.Journal of material processing technology.2001,115(3):284-293
[8] Lee, R.-S, She, C.-H, Developing a postprocessor for three types of fives-axis machine tools,International Journal of Advanced Manufacturing Technology,1997,13(9):658-665
[9] 杨国平.CAXA制造工程师2000教程.北京:机械工业出版社,2001,12-13
[10] 钟见琳.陈秀梅等.Sodick MC450加工中心后置处理研究.机械设计与制,2002,(2):88-90
[11] 张利波.周济.开方式数控编程通用后置处理器.机械与电子,1996, (4): 3-4
[12] 曾爱华.数控加工系统中通用后置处理系统的研究与实现.计算机辅助设计与制造,1996,(1):26-29
[13] 苟琪等编著.Mastercam进阶功能剖析.北京:机械工业出版社,2003,96-97
[14] 陈文革.尹芳.基于MasterCAM9.0后置处理程序的二次开发.CAD/CAM与制造信息化,2005,(3):36-40
[15] 韩建军.图形软件ANVIL5000及其后置处理程序设计.天津理工学院学报,1999,15(2):94-96
[16] 王启富,袁辉,CATIA NC后置处理的开发与应用,CAD/CAM与制造业信息化,2003, (11):88-91
[17] 祝益军.五轴加工中心C40U后置处理软件的开发.昌河科技,2004,(3):15-19
[18] 陈辉.王知行等.基于UG/Post的并联机床数控后置处理器的开发.哈尔滨理工大学学报,2002, (5): 83-86
[19] Pathtrace公司北京办事处.寻求完美的后置处理程序.CAD/CAM与制造业信息化,2003,(4):99-100
[20] Schulz H. Hochgeschwindigkeitsfraesen metallischer and nichtmetallischer Werkstoffe.
Muenchen Wien: Carl Hauser Verlag, 1989,22-24
[21] 李佳.朱心雄.通用后置处理系统介绍.计算机辅助设计与制造,1996,(6):19-21
[22] 杨胜群.UG NX数控加工技术.北京:清华大学出版社,2006,130-132
[23] 熊清平.张正勇等.CNC系统巨量NC程序解释实现的方法.中国机械工程,1999,10(6):673-675
[24] 雷大江.周茂书.五轴联动数控加工后置处理器的定制.工程物理研究院科技年报,2004,(1):126-127
[25] 梁训塇.我国机床工业已跨入世界行列第一方阵.组合机床与自动化加工技术,2003,(8):1-5
[26] 王庆林.李莉敏等.UG CAM应用案例集(NX版).北京:清华大学出版杜,2003,88-90
[27] 马秋成.UG CAM篇.北京:机械工业出版社,2002,130-132
[28] Unigraphics Solutions Inc.UG CAM实用教程.北京:清华大学出版社,2003,210-212
[29] A. Aforuard, C. Tournier. Description formats of tool trajectory suited to High-Speed
Machining. Proceedings of the Inter national Conference on High Speed Machining, 2004:191-195
[30]] 张磊编著.UG NX4后处理技术培训教程.北京:清华大学出版社,2007,30-35
[31] 吕凤民.后置处理算法及基于UG/OPEN GRIP下的程序开发.【硕士学位论文】,大连理工大学,2005
[32] Y.C.Kao,G.C.Lin.CAD/CAM collaboration and remote machining.Computer Integrated Manufacturing Systems,July 1996,Vol.9(3):149-160
[33] 周慎.饮料瓶吹塑模具五轴联动数控高速铣削工艺优化及数控编程.【硕士学位论文】,同济大学,2004
[34]Kim.Tae-Yong, Woo. Joongwon. Indirect cuting force measurement in multi-axis
simultaneous NC milling processes. International Journal of Machine Tools and Manufacture
November, 1999, Vol.39(11): 1717-1731
[35] 李华齐.车间工艺的现状与分析.江南集团技术,2003.1:55-57
[36] 蔡复之.实用数控加工技术.北京:兵器工业出版社,1995,98-100
[37] iTNC530 User's Manual HEIDNHAIN Conversational Format. Germany, March.2002
[38]M. Kilic, S. Hizirog. Efect of machining on surface roughness of wood. Building and
Environment, 2006.5, Vol.4](8): 1074-1078
|
