摘 要
随着科学技术飞速发展和经济竞争的日趋激烈,机械产品的更新速度越来越快,数控加工技术作为先进生产力的代表,在机械及相关行业领域发挥着重要的作用,机械制造的竞争,其实质是数控技术的竞争。本次设计就是进行数控加工工艺设计织机导板零件,侧重于设计该零件的数控加工夹具,主要设计内容有:完成该零件的工艺规程(包括工艺过程卡、工序卡和数控刀具卡)和主要工序的工装设计。并绘制零件图、夹具图。用G代码编制该零件的数控加工程序,在则学习计算机辅助工艺设计(CAPP)相关知识,并编制其构架。其中此次毕业设计中的工装夹具是重点和难点。
固定板的数控加工中主要是结合实际生活,来进行加工与编程,基于西门子802s/c系统,其中主要的有加工工艺分析、刀具的选择、各种参数的运用、夹具(包括定位、加紧方案)、切削工艺选择/节点、基点数值计算、完整的加工工艺与程序说明。工艺规程是规定零件、走刀路线、刀具尺寸以及机床的运动过程。数控机床加工程序不仅要包括零件的工艺过程,而且还要包括切削用量特点、运动方式、刀具系统、切削规范以及工件的装夹方法都要非常熟悉。工艺规程定得合理与否,对程序编制、机床的加工效率和零件的加工精度都有重要影响。因此,在加工过程中应该考虑好进给量与主轴转速,以便可以很好的加工出合格的零件。
本设计加入了高速切削技术,高速切削加工是面向21世纪的一项高新技术,它是一种不同于传统加工的加工方式。与之相比,高速切削加工主轴转速高、切削进给速度高、切削量小,但单位时间内的材料切除量却增加3~6倍。它以高效率、高精度和高表面质量为基本特征,在汽车工业、航空航天、模具制造和仪器仪表等行业中获得了愈来愈广泛的应用,并已取得了重大的技术经济效益,是当代先进制造技术的重要组成部分。因此采用高速切削工艺,缩短工艺路线,进而大大提高加工生产率。
在本次程序编制时,平面采用手工编程,曲面采用CAXA制造工程师进行编程,以此显示了CAXA的强大功能。
关键词:数控机床,加工工艺,数控编程,加工精度
设计要求:
第一:熟悉数控铣床的结构及加工性能
第二:绘制模具零件的图纸一张
第三:零件图的分析及编程
第四:整理相关资料,书写设计说明书
1西门子802S/C数控铣床系统简介
数控铣床概述
普通机床一般根据所能完成的工艺内容分为铣床、镗床、钻床等,分别用于完成铣削、镗削、钻削等加工工艺任务。从本质上来讲,各类机床所能完成的加工工艺内容是由机床布局及主轴结构等所决定,而数控机床是自动化加工机床,可以通过程序控制机床的运行。数控铣床主轴从结构上讲,可以实现铣、钻、镗等各类不同工艺内容的加工,因此行业内几乎以数控铣床涵盖了数控数控钻床和数控镗床。
数控编程的基本原理
1坐标系
根据标准坐标系的规定,机床使用右手顺时针直角坐标系,机床中的运动是指刀具和工件间的相对运动。它主要包括有:(1)机床坐标系;(2)工件坐标系;(3)工件装夹;(4)当前工件坐标系。
2程序结构
程序名
为了识别、调用程序和便于组织管理,每个程序必须有一个标识符号,即程序名。
程序内容
NC程序由若干个程序段组成,现代数控系统一般采用带地址符的可变程序段格式。每个程序段一般执行一个加工步骤,而每个程序段由若干个程序字组成。
程序段结构
主要包括:(1)功能;(2)字顺序;(3)程序段号说明;(4)可被跳跃的程序段;(5)注释
字符和地址
它主要包括有:(1)功能;(2)结构;(3)扩展地址
3常用编程指令集
编程指令集包含了系统的全部编程指令,它代表了编程能力的强弱。下面就以西
门子802S/C常用的编程指令为例,如:
G00.G02.G03.G04.G05……G17.G18.G19……G70.G71.G90.G94.M代码主要有:M01.M02.M03.M04.M05.M06………M40.M41…M45…M99此外还有其它编程代码如:F表进给率,X表横坐标,Y表纵坐标,Z表三维坐标等等。
3尺寸系统指令
G17-G19平面选择
在计算刀具长度补偿和刀具半径补偿时,必须首先确定一个平面,即确定一个两坐标轴的坐标平面,此平面中可以进行刀具半径补偿。
平面选择的不同还会影响圆弧插补时圆弧方向的定义。G17、G18、G19定义分别表示为:系统默认G17平面表示X/Y平面,即启动程序时G17平面自动生效;G18表示Z/X平面;G19表示Y/Z平面。
G90-G91绝对/增量位置数据(尺寸)输入制式
G90:绝对位置尺寸输入制式 G91:增量位置尺寸输入制式
G90表示输入的坐标数据是坐标系中目标点的坐标尺寸,即各坐标轴编程值是相对于坐标原点的。选择G91则表示输入的坐标数据是待运行的位移矢量,即各坐标轴编程值是相对于前一位置而言的。
G71/G70公制/英制数据(尺寸)输入制式
功能
工件所标注尺寸的尺寸系统可能不同于系统设定的尺寸系统(英制或公制),但这些尺寸可以直接输入到程序中,系统会完成尺寸的转换工作。
编程
G71:公制尺寸输入制式,单位mm G70:英制尺寸输入制式,单位in
4常用坐标运动指令
快速移动G0作辅助运动用于快速定位刀具等。执行G0时并不能对工件进行加工。
用G0快速移动时在地址F下编程的进给率无效。G0一直有效,直到被其它G功能指令(G1、G2、G3…)取代为止。
G1直线插补运动,即刀具以直线从起始点移动到目标位置,G2/G3圆弧插补,方向由指令确定:
G2顺时针方向;G3逆时针方向。G2和G3一直有效,直到被同组中其它G功能指令取代为止。
2固定板加工工艺的编制


目 录
摘 要 II
1西门子802S/C数控铣床系统简介 1
1.1数控铣床概述 1
1.2数控编程的基本原理 1
1.3尺寸系统指令 2
1.4常用坐标运动指令 2
2固定板加工工艺的编制 3
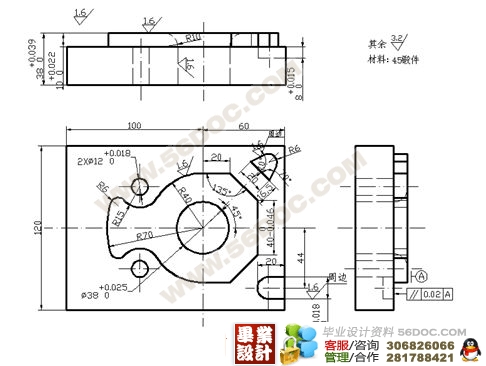
2.1零件图的工艺分析 3
2.2零件的工艺设计 4
2.3数控铣床的加工工序与装夹方法 6
(毕业设计网 )
3高速加工技术与刀具材料 8
3.1高速切削技术概述 8
3.2高速切削技术应用 8
3.3刀具与刀具补偿 9
3.4刀具的选择 9
4工艺分析和编程加工 11
4.1数控编程任务书 11
4.2数控工艺过程卡 12
4.3数控加工工艺分析 13
4.4数控加工工序卡 15
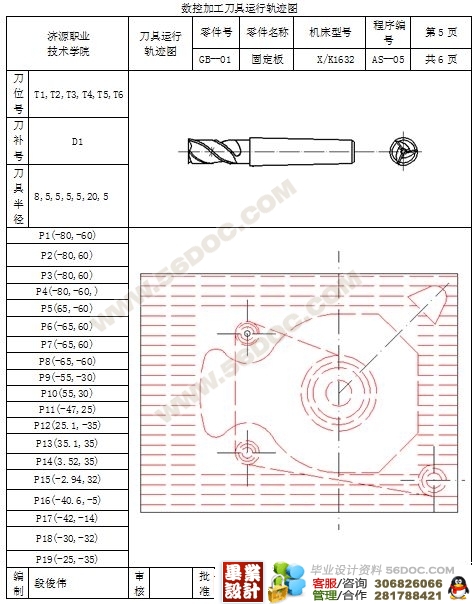
4.5刀具运行轨迹的确定 16
4.6工件的安装和零点设置 17
4.7零件图程序的编制 18
总 结 28
致 谢 29
参考文献 30 |
