基于PLC加工中心自动换刀系统的设计优化(含CAD零件装配图)(论文设计说明书18600字,CAD图纸15张)
摘 要
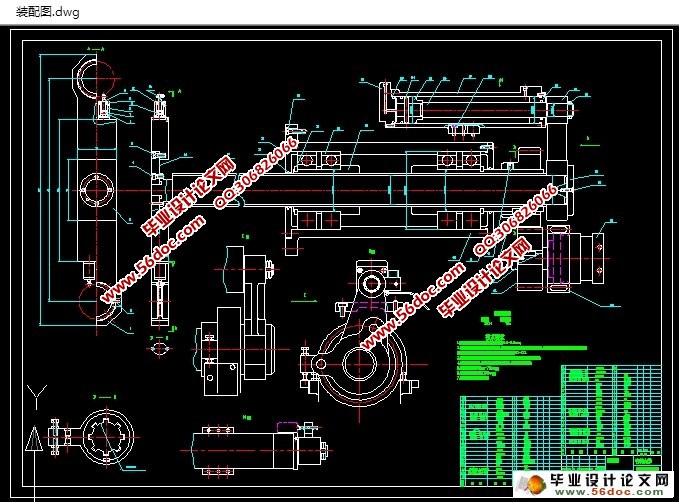
本设计介绍了加工中心自动换刀装置的机械手结构的部分设计、相关液压缸的结构设计以及控制系统的设计,最终实现自动换刀动作;介绍了目前实现快速自动换刀技术的基本方法和各种途径,及其在加工中心上的应用情况和实际达到的技术指标,从而可看出这方面的发展趋势。
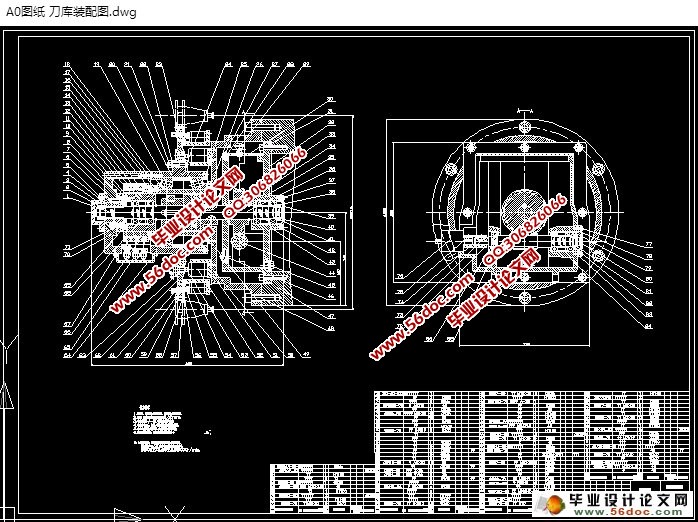
换刀装置作为加工中心的重要组成部分,其主要作用在于减少加工过程中的非切削时间,提高生产率,降低生产成本,进而提升机床乃至整个生产线的生产力。加工中心自动换刀装置是实现多工序连续加工的重要装置,其结构设计及其控制是实现加工中心设计制造的关键。加工中心的换刀过程较为复杂,动作多,动作间的相互协调关系多,因而自动换刀系统性能的好坏直接影响加工效率的高低。
带有自动换刀系统的数控加工中心在现代先进制造业中起着越来越重要的作用,它能缩短产品的制造周期,提高产品的加工精度,适合柔性加工。加工中心是数控机床中较为复杂的加工设备,由于其具有多种加工能力而得到广泛的应用,其强大的加工能力和效率得益于其配置的自动换刀装置(Automatic Tool Changer)。
关键词:自动换刀,机械手,设计,加工中心
CNC Machining Center Automatic Tool Changing System
ABSTRACT
This paper introduces the structure of Automatic Tool Changer,And the single chip microcomputer is used to achieve the process of automatic tool changing.
The cutting tool recognition system uses the cutting tool encoding method, this way is to carries on every time the cutting tool the code, because has every time the cutting tool own code, therefore, may deposit in Yu Daoku any tool apron. In such knife storehouse, simultaneously also reduced the knife storehouse operating time; Simplified has traded the knife control wiring automatically. The manipulator uses the single arm union chuck rotation type to extend draws back the hand, may complete grasps the knife to draw a sword the rotation slotting tool returns and so on a series of movements.
Trades the knife installment to take the machining center the important component, its leading role lies in the reduction processing process the non-cutting time, raises the productivity, reduces the production cost, then promotes the engine bed and even the entire production line's productive forces. The machining center automatically trades the movement are many, the movement intercoordination relates much, thus trades the knife system performance automatically the quality immediate influence processing efficiency height. Has trades the knife system's numerical control machining center to play more and more vital role automatically in the modern advanced manufacturing industry, it can reduce product the manufacturing cycle, enhances the product the working accuracy, suits the flexible processing. The machining center is in the numerically-controlled machine tool the more complex processing equipment, because it has many kinds of working capacities to obtain the widespread application, its formidable working capacity and the efficiency benefit from its disposition trade the knife installment automatically (Automatic Tool Changer).
KEY WORDS: automatic tool changer;single chip microcomputer;design,The machining center.
工作行程
由已知条件及方案分析确定
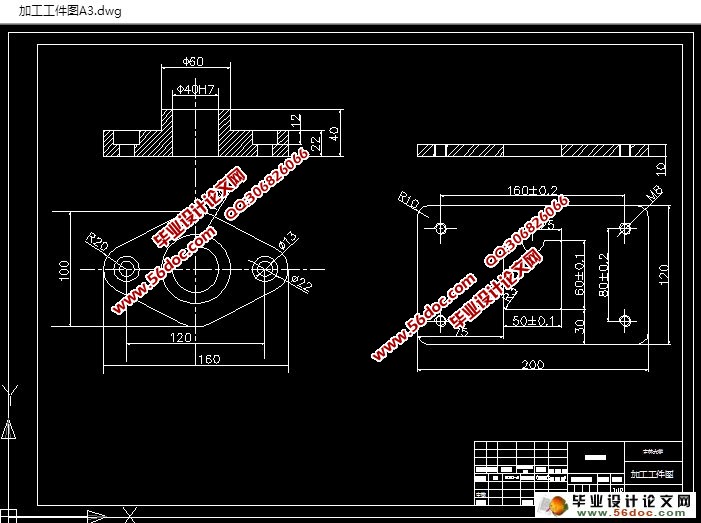
最大抓取重量:20公斤,(属于中型机械手);
夹持刀柄规格:BT40;
刀库换刀位置和主轴距离:450mm;
换刀时间:10S-20S;
手臂伸缩行程:200mm;
手臂回转范围:0~180°;
手腕最大伸缩范围:50mm;
运动速度
直线运动速度:手臂伸缩行程l=70mm,运动时间t=1s,则手臂伸缩速度为:v=l/t=0.07/1=0.07m/s回转运动速度:定为60°/s
驱动方式
驱动方式采用液压驱动的方式。手臂伸缩采用直线油缸,流量
较大。液压传动能方便的实现无极调速,调速范围大,在相同功率情况下,液压传动能量转换元件的体积较小,重量较轻。工作平稳,换向冲击小,便于实现频繁换向。而且,工作油液能使传动零件实现自润滑,故使用寿命长,液压元件易于实现系列化,标准化合通用化。因此,采用液压驱动。
目 录
前 言 1
第1章 设计任务书 2
1.1本课题的内容和要求 2
1.2 毕业设计目的 2
第2章 总体方案的设计 4
2.1 换刀过程 4
2.2 伸缩与旋转运动的确定 5
2.2.1 液压传动的优缺: 5
2.2.2 液压传动装置的组成 6
2.2.3 液压系统中在机械手中主要实现的辅助功能: 7
2.3主要参数的确定 7
2.3.1 工作行程 7
2.3.2 运动速度 8
2.3.3 驱动方式 8
2.3.4 定位精度 8
2.3.5 液压系统元件的选择 8
2.3.6 液压系统的控制原理 9
2.3.7 机械手液压系统的工作原理图 11
第3章 机械手各部分的设计 13
3.1 驱动液压缸的设计 13
3.1.1 液压系统的优点: 13
3.1.2 液压缸的设计: 14
3.2 花键轴及轴套的设计与校核 16
3.3 轴承的选择与润滑 20
3.4 齿轮的设计与校核 20
3.4.1 齿轮的设计 20
3.4.2 齿轮的校核 22
3.5机械手臂及手抓的设计 24
3.5.1 对设计手臂的要求 24
3.6 立柱和机座 26
3.6.1 立柱 26
3.6.2 机座 26
3.7刀库及换刀机械手的常见故障和维护 27
3.7.1 刀库的故障 27
3.7.2 换刀机械手故障 27
结 论 29
谢 辞 30
参考文献 31
|
