自动配料装车控制系统设计(S7-200PLC,含CAD流程图接线图)
来源:wenku163.com 资料编号:WK16310468 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK16310468
资料介绍
自动配料装车控制系统设计(S7-200PLC,含CAD流程图接线图)(论文说明书10200字,CAD图3张)
本设计详细介绍了称重传感器以及自动配料装车控制系统的工作原理,并对控制系统的硬、软件设计进行了详细的分析。通过PLC控制称重仪再对称重过程进行控制。
关键词:自动配料,PLC,触摸屏
自动配料装车控制系统的总体设计思路
自动配料装车控制系统主要由配料称重仪、仪表控制柜、低压开关柜、现场操作盘以及工业控制的计算系统及设备监控系统软件几部分组成。
1)配料称重仪
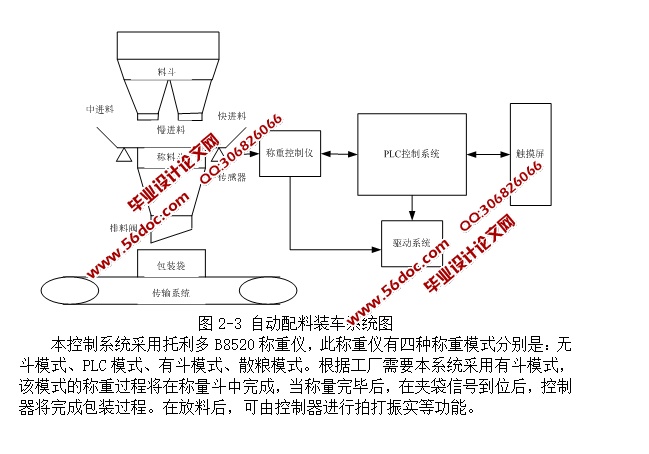
称重仪器对经过散料的料斗物料进行连续称量和自动累计,此配料称重仪具有运输、计量功能。称重部分的工作原理是采用电阻应变式,多托辊杠杆式结构。在实际工作时,控制放料电磁阀,通过调节电磁阀来改变散料流量。
2)仪表控制柜
仪表控制柜主要包括各种各样的仪表,重点是称重仪表。仪表重点接受称重传感器的模拟量信号,根据信号通过系统计算出流量和累计量,并将流量信号以0~10伏模拟电压的形式送给PLC,PLC将重量信号与机内设定值比较后,根据一定的控制规则输出0~10伏调节信号,控制现场放料电磁阀,从而构成单机闭环系统,达到控制某种物料流量的目的。
3)低压开关柜
低压开关柜配置有断路器、电流互感器、电压表、刀开关、电流表、隔离变压器等器件为各控制柜和配煤系统动力部分提供电源,同时检测动力电源部分的相间电压和线电流。
4)现场操作盘
配煤系统电机的现场控制部件,装有控制按钮、指示灯,可在机旁对现场皮带机和给料设备的启停进行控制、指示PLC对电机的命令状态。
自动配料装车控制系统硬件设计
该系统主要为开关量控制,料门的全部动作由气缸驱动,而气缸又由相应的电磁阀控制。通过对托利多B8520IN1口输入电平的控制来实现手动控制和自动控制切换,当IN1口为高电平时系统启动工作,当为低电平时系统停止工作并进入手动控制状态。手动操作要求用按钮对机器的每一步运动单独进行操作控制。自动操作要求按一下自动/手动选择开关,机器自动地、连续不断地周期性循环。在工作中若按下停止按钮,则机器继续完成一个周期的动作,回到初始状态后自动停止。
目 录
摘 要 I
Abstract II
第1章 绪论 1
1.1自动配料装车系统研究的目的和意义 1
1.2 国内外研究现状及发展趋势 2
1.3 自动配料装车控制系统的控制要求 2
1.4 自动配料装车控制系统的设计任务 3
第2章 自动配料装车控制系统总体设计 4
2.1自动配料装车控制系统的工艺流程 4
2.2自动配料装车系统用称重仪控制原理 5
2.3自动配料装车控制系统的总体设计思路 7
第3章 自动配料装车控制系统硬件设计 9
3.1PLC原理及选型 9
3.1.1PLC的概况 9
3.1.2PLC的特点 10
3.1.3PLC的应用 10
3.1.4PLC的选用 13
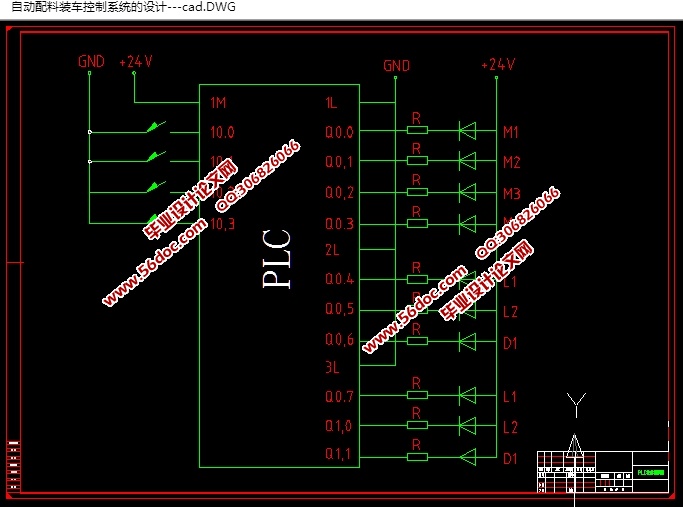
3.2可编程控制器硬件接线图设计 16
3.3系统辅助控制接线图设计 18
第4章 自动配料装车系统软件设计 21
4.1 PLC软件系统设计的方法 22
4.2可编程控制器的I/O点分配 22
4.3自动配料装车系统的程序设计 23
4.3.1程序设计总体思路 25
4.2.2自动配料装车系统的具体程序设计 27
第5章 致谢 28
参考文献 29
|
