ժ Ҫ
���߳��ͻ���ˮ����ߵ���Ҫ�豸,����ϸ���,�ó�����ƽ���ʵ��,�����ˣУ̣ý��п���,ʵ����ϵͳ�Զ����ֶ����ƹ��ܡ�ϵͳ����26����,13���,����2·ѹ���ź�(ģ����)��Ҫ�ɼ�,�������Ͼ��ڵ¹�˾�ļλ�JH-120Hϵ�УУ̣�,����ϵͳ���յĸ����ԡ����յ�������,�������������ƣ����Բ������Ȼ�����ͼ���ٻ�����ͼ�ķ����������������ı�д���̵ġ����������������Ƶĵ�������ͼ������ͼ��ʱ��ͼ������ͼ������ͼ��PLC������������˵�����ʵ������ʵ���ģ����̣�����ƹ����У�����������ص�ʵ�飬���磺������ͣ��·��PLC��ƣ�ʮ��·�ں��̵Ƶ�PLC��ơ�
Abstract
The tile shaping machine of color is a capital equipment of the color tile of cement, the process is relatively comp3
licated, it is more difficult to realize to control with the routine, having adopted PLC to control, the implementation system controls the function automatically, manually. The system has 26 o'clock in all to enter , 13 is pointed out, No. 2 pressure signal (analog quantity) needs gathering , preceded in good China JH-120H series PLC of Germany company after adopting Nanjing, because of the complexity of the craft of the system, particularity of the craft, and restriction of condition, adopt and draw electric apparatus picture first , draw ladder-shaped method of picture come and finish to write course whole procedure and then. Book this introduce design entirely electric to control and pursue, ladder-shaped picture, chronological chart, wiring diagram, flow chart and PLC procedure, should design and use bulb come and realize whole simulation course of experiment, in the course of designing, have done a lot of relevant experiments , for example: Only according to get up and park PLC of circuit design, crossway lipstick PLC of green light design.
1 ���߳��ͻ��Ļ�������ԭ����������
���߳��ͻ��Ļ�������ԭ���ǽ�ˮ�ࡢɰ�ӡ���ú�ҡ�ˮ�Ⱦ�����ֵİ�ͺ����붨�������,����������������Ļ���������ģǻ��,����ģѹͷ����ģ��ѹ�ƺ��γ�ʪ״ˮ����,�����мܻ���ȡ����ģ�е���Ƭ��,���и��ﴦ�������Ṥ�ռ���Ϊ��Ʒ�ߡ���������������������PLC���Ƶ�һ̨������
�������ؽ��ܲ��߳��ͻ���PLC��ơ��������һ���������߳��ͻ��Ĺ������̣�����Ҫ���ͱõ���ͽ�������Ȼ����̨Ҫ�������У��м�������һ�����������������Ȼ�������ϣ����ϵĹ����������ζ�����Ȼ���ǹ���̨���ң��м���ѹͷѹ�£�Ȼ���м���������ģ��������������һ���ļ������г̿��ض�����ѹͷ��������ģ���½����м����������½�����Ʒ�ͳ����������ͼ�����߳��ͻ�PLC��ƵĹ�������ͼ��
���ص����̿��ƣ�
�ֶ����������㶯��ť�����и�������
�Զ�ѭ����
��1�� ���������ͱõ���������ӣ£������ˣͣ����ϡ������ת��
��2�� ������������ť���ӣ£������ˣͣ����ϣ������ת��
��3�� ���ܶ���ť������̨���������ӣѣ�λ�����ޣ�����ѹͷ���������ӣѣ�λ�����ޣ�������ģ�����������ӣѣ�λ�����ޣ���
��4�� ��ѭ��������ť���ӣ£�������̨��ʱӦ����ʼ������
��5�� ����̨����ѭ���������ӣ£������ӣ£������ӣ£������ˣͣ������ˣͣ������ˣ�����ͨ�����ˣ������ϡ����ˣ������ӣѣ������ӣѣ������ӣѣ������ӣѣ������ˣ�����ͨ�����ˣ������ϣ����٣ã��õ磬����̨����ͬʱ������һ�����ڣ��ˣԣ������ˣԣ���·�µõ繤��������һ������ŷ�����������̨���������ӣѣ�λʱ�����ˣ���ʧ�磬����ֹ̨ͣ��
��6�� ����̨���ң��ڳ�ʼλ���ӣѣ������ˣ����������ϣ��䣭�ӣѣ��ڳ�ʼλ��ʱ�պϣ������ӣѣ���·�����ҹ���̨�����ˣ������ϣ����ˣ��������ϣ�ֻ�й���̨�ڣ��ӣѣ�λ���м����������½�ʹ���ӣѣ��պϣ����ˣ��������ӣѣ����D�ˣ���C ���գ����ӣѣ������ӣѣ������ˣ�����ͨ�����ˣ������ϣ����٣ã��õ磬����̨���ң����������ӣѣ�ֹͣ��
��7�� �ϼ�������������̨���������ӣѣ�ʱ�����ˣ��������ӣѣ������ӣѣ������ˣ������ϣ����٣ã��õ�
��8�� �м��½�����ģ�����������ӣѣ�ʱ�����ˣ���ʧ�磬���٣ã�ʧ�磬�м��½�������̨�����ڣ��ӣѣ�λ�����ӣѣ����գ�����ģ���������ڣ��ӣѣ�λ�����ӣѣ���·�����ˣ������õ硣
��9�� ��ģ�����������м����������ޣ��ӣУ�ʱ�����ˣ��������ӣУ������ӣѣ������ӣѣ������ˣ��������ˣ������ϣ���ģ�����������������ӣѣ�ʱ������ֹͣ��
��10�� ��ģ���½���������̨��ʼ����ʱ����ģ��ͬʱ�½������ˣ��������ӣѣ������ˣ�����ͨ�����ˣ������ϣ����٣ã������õ磬��ģ���½����½������ӣѣ�ԭλ��ʱֹͣ�����٣ã�����ʧ�硣
��11�� ѹͷ�½���������̨��ʼ����,��KA3����,���ˣ��������ˣԣ������ˣ��������ˣ��������ˣ�����ͨ�����ˣ������ϣ�������̨�������ޣ��ӣѣ�ʱ�����٣ã��õ磬���ˣ��������ˣԣ������ˣ��������ӣѣ������ˣ��������ӣѣ������٣ã���ͨ��ѹͷ��ʼ�½����½������ӣѣ������ˣԣ��õ磬��ʱ����ˣԣ�ʧ�磬�½�ֹͣ��
��12�� ѹͷ���������ˣԣ��õ���ʱ������ˣ����õ磬���ˣ��������ˣԣ������ӣѣ������ˣ�����ͨ�����ˣ������ϣ����٣ã��õ繤����ѹͷ���������������ӣѣ�ֹͣ������ʼ����ѭ����
��13�� �������ϣ�������̨���������ӣѣ�ʱ�����ˣ��������ӣѣ������ˣ��������ӣѣ������ӣУ������ˣ�����ͨ�����ˣ������ϣ����٣ã��õ繤������������ǰ�������������ӣУ�ѹ��ֵʱ�����٣ã�ʧ�磬�����أ����м����������ӣУ�ѹ��ֵʱ�����ˣ��������ӣѣ������ˣԣ������ӣУ������ˣԣ������ˣԣ���Ȧ��ͨ�����ˣԣ���ʱ���մ�ͷ��ͨ���ˣ��������٣ã���ʱ��������ʱ�������룩���ˣԣ���Ȧ�ϵ磬���ˣ���Ҳʧ�磬�ˣԣ�Ҳͬʱ�õ���ʱ���������ˣԣ��ٴεõ磬���ˣ����ٴ����ϣ���ʱ���.���룩�����ˣԣ��ٴ�ʧ�磬���ˣ���ͬ��ʧ�磬��ʱ��·�Ͽ����������Ͻ�����
��14�� ��Ʒ�ͳ��� ���������ӣѣ�λʱ��ѹͷ��ʼ�½���ͬʱ��Ʒ�ͳ���ѹͷ�½�����ʱʱ��̵������ˣԣ�����ʱ�����ˣ��������ˣԣ������ӣѣ������ˣ�������ͨ�����ˣ��������ϣ����٣ã����õ繤�����������ӣѣ�ֹͣ��
�������ϸ���Ҫ����Ƴ����߳��ͻ��У̣õĵ������������ڻ�������ͼ��Ȼ���������ͼ�Ƴ�����
�����嵥
1�����߳��ͻ���PLC��Ƶ���ͼ B9912022-1 A1 һ��
2�����߳��ͻ���PLC�������ͼ B9912022-2 A3 һ��
3�����߳��ͻ���PLC���ʱ��ͼ B9912022-3 A3 һ��
4�����߳��ͻ���PLC��ƽ���ͼ B9912022-4 A2 һ��
5�����߳��ͻ���PLC�������ͼ B9912022-5 A2 һ��
6. ���߳��ͻ�ģ���·����ͼ B9912022-6 A2 һ��
7. ���߳��ͻ���ͼ B9912022-7 A3 һ��
8. ����װ�ü�ͼ B9912022-8 A4 һ��
9. ���߳��ͻ�ģ���·��
10.��������� һ��
11.�����嵥 һ��
Ŀ ¼
0 ���ԡ����������������������������������������������������������� 1
1���߳��ͻ���������ԭ���������� ���������������������������������� 3
2����ϵͳ��ơ������������������������������������������� 6
2.1 ���Ʒ��� �������������������������������������������������� 6
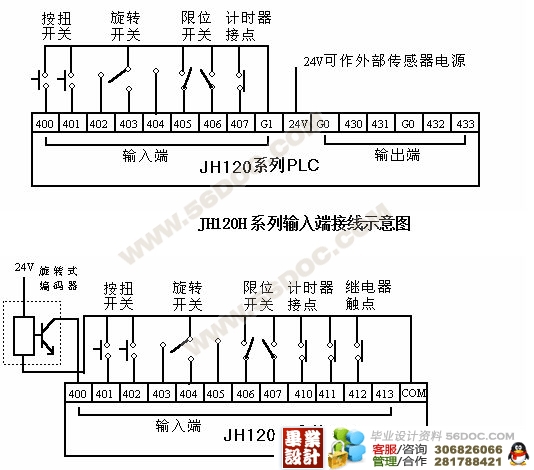
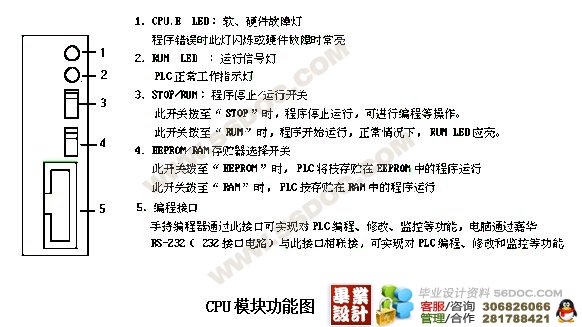
2.2PLCԭ���ļ��ܡ����������������������������������������������� 6
2.3 PLC��ѡ���������������������� ������������������������������ 8
2.4 ���߳��ͻ�PLCϵͳ�Ŀɿ�����ơ���������������������������������12
3 ���߳��ͻ�PLC��Ƴ���IJ��ԡ����ԡ�������������������������������15
���� ��������������������������������������������������������������17
�����������������������������������������������������������������19
����� ����������������������������������������������������������20
�����嵥������������������������������������������������������������21
|
