切纸机螺母座加工工艺及编程(含CAD零件图毛坯图)
来源:wenku163.com 资料编号:WK16310480 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK16310480
资料介绍
切纸机螺母座加工工艺及编程(含CAD零件图毛坯图)(论文说明书7300字,CAD图纸2张,工序卡,工艺卡)
摘要
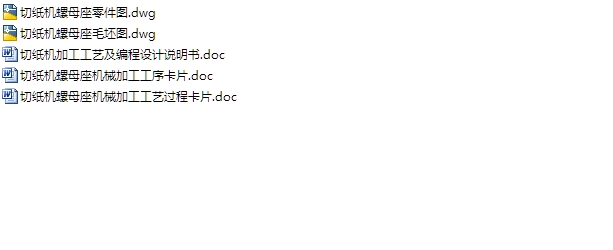
本篇设计是切纸机螺母座加工工艺及编程,切纸机螺母座零件的主要加工表面是各表面的数控铣削加工及内孔 、∮46的镗削加工一般化来讲,保证平面的加工精度相比较与保证孔系的加工精度,平面加工的精度相对来说还是比较容易的。孔径加工都是选用专用镗孔夹具,夹紧方式一般选用手动夹紧,夹紧可靠。因此生产效率较高。能够满足设计要求。
切纸机螺母座零件的加工是通过普通机床和数控机床进行加工的,数控技术是现在的机床的发展趋势,降低了人们的劳动程度,提高了工作效率,现在各国都非常注重数控技术的应用,并不断发展,以取得更高的劳动效率。
关键词:切纸机螺母座;工艺规程;数控编程;零件
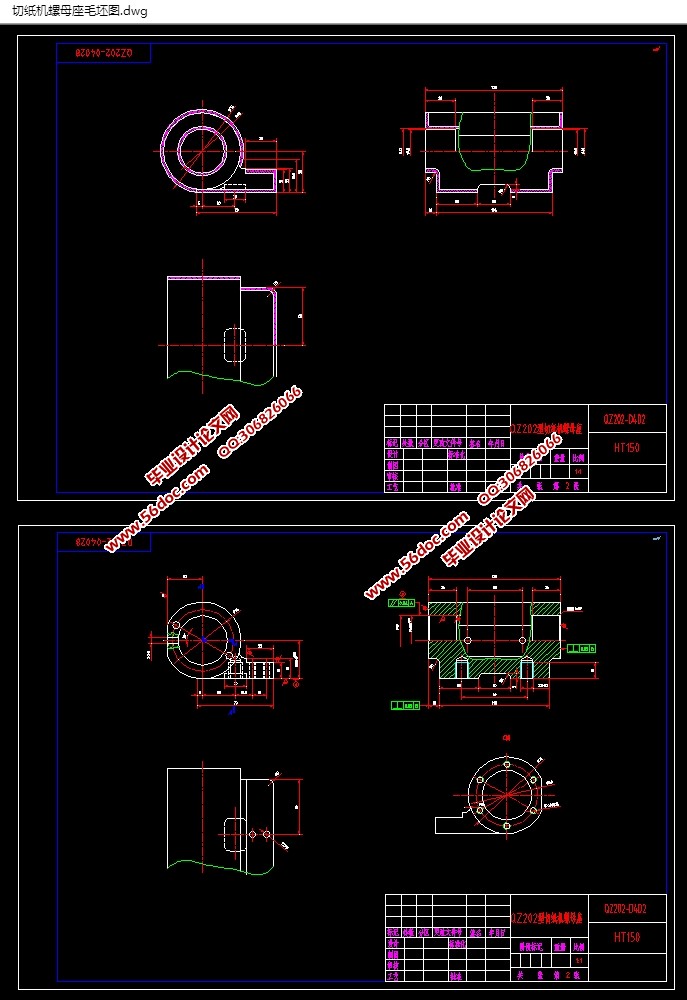
1.3 确定毛坯的制作方式
毛坯选择应考虑的因素:
(1)零件的力学性能 相同的材料采用不同的毛坯制造形式,其力学性能有所不同。铸件的强度。压力浇注和压力浇注的铸件,金属型浇注的铸件,砂型浇注的铸件依次递减;钢质零件的锻造毛坯,其力学性能高于钢质棒料和铸钢件。
( 2) 零件的结构形状和外形轮廓 形状复杂、力学性能要求不高可采用锻钢件。形状复杂和壁薄的毛坯不宜采用金属型锻造。尺寸较大的毛坯,不宜采用模锻、压铸和精铸,多采用砂型锻造和自由锻造。外形复杂较小的零件宜采用精密的锻造方式,以免机械加工。其直径相差不大的阶梯轴宜采用棒料,相差较大时宜采用铸件。
(3)生产纲领和生产批量 生产纲领大时宜采用高精度与高生产率的毛坯制造方式,生产纲领小时,宜采用设备投资小的毛坯制造方法。
(4)现场生产条件和发展 应经过技术经济分析和论证。
该零件的材料为HT150,考虑到零件的形式及结构较为简单,所受的冲击力不大,且是大批生产,根据《机械制造工艺设计简明手册》表1.3—1,选择锻造中的热锻。其强度 =160MPa,硬度为180—210HBS。

目 录
摘 要 I
1 零件结构工艺分析 1
1.1 切纸机螺母座零件分析 9
1.2 刀具、量具的选择 10
1.3 确定毛坯的制作方式 11
1.4 编制加工工艺 14
1.5 工艺规程的设计 15
2 工艺规程设计 9
2.1选择定位基准 9
2.2制定工艺路线 10
2.3选择加工设备和工艺设备 11
2.4机械加工余量、工序尺寸及公差的确定 11
3 确定切削用量及基本工时 12
3.1工序30:粗铣左、右端面 13
3.2工序40:粗铣、半精铣底部大端面 14
3.3工序50:铣长度25高度15面至尺寸 15
3.4工序60:镗两端∮46内孔 16
3.5工序70:镗两端 内孔深25至尺寸 17
3.6工序80:铣主视图中宽32扁位 17
3.7工序90:钻、攻8-M6深15螺纹孔 17
3.8工序100:钻、攻左视图中2-M6螺纹孔 17
3.9工序110:钻、攻2-M12深15螺纹孔 17
3.10工序120:钻、攻俯视图中2-M6螺纹孔 17
4 零件编程 25
4.1镗两端 内孔深25至尺寸 26
4.2镗两端 内孔深70至尺寸 27
结 论 29
参考文献 30
致 谢 31
|
