Y向箱体的工艺设计及编程(含CAD零件图毛坯图)
来源:wenku163.com 资料编号:WK16310482 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK16310482
资料介绍
Y向箱体的工艺设计及编程(含CAD零件图毛坯图)(论文说明书8200字,CAD图纸2张,工序卡,工艺卡)
摘要
本篇设计是Y向箱体加工工艺及编程,Y向箱体零件的主要加工表面是各表面的铣削加工,内表面的铣削加工和及内孔 , , 的镗削加工以及 直孔的钻削加工和8-M6-6H螺纹孔的钻、攻加工等。一般来说,保证平面的加工精度与保证孔系的加工精度相比,保证平面的加工精度比较容易。孔径加工都是选用专用钻夹具,夹紧方式一般选用手动夹紧,夹紧可靠。因此生产效率较高。能够满足设计要求。
文章的重点在于对Y向箱体的工艺性和力学性能分析,对加工工艺规程进行合理分析,对Y向箱体进行加工工艺的规程设计,包括了Y向箱体的数控铣削加工,并且介绍了数控铣的加工工艺及编程,以此Y向箱体进行数控铣的加工工艺编制和数控编程的设计,经过实践证明,通过合理地安排该Y向箱体的机械加工工艺路线,能够加工出合格的Y向箱体零件,以便于其他零部件的装配。
关键词:加工工艺;Y向箱体;编程;数控
2.1 零件的作用
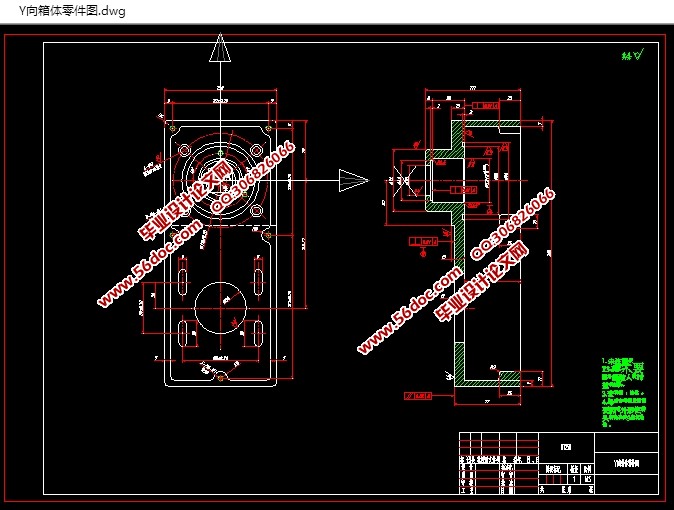
本次设计所给的零件是Y向箱体,和其他箱体类零件类似,内部会安装有许多零件,例如轴承,轴承等,主要作用是起到支撑和连接作用,所以需要有足够的刚度、抗振性和耐磨性,Y向箱体是空心的,它的左端有精度要求较高的内孔,同时要求保证其圆度公差0.003mm,所以Y向箱体加工质量对机床工作的精度和使用的寿命有很大影响。
2.2 零件的分析
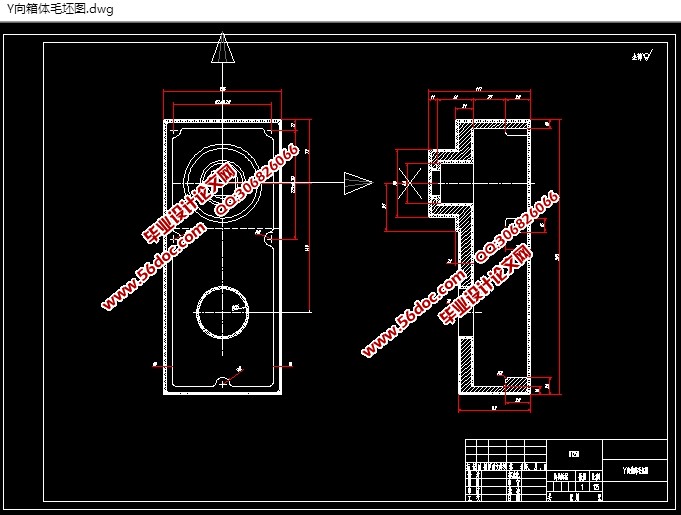
从零件图可知道,该零件为铸造零件,先采用铸造工件后,上下面及四周用铣床铣光后再进行数控机床的加工,Y向箱体材料为HT250灰口铸铁。
Y向箱体零件的主要加工表面是各表面的铣削加工,内表面的铣削加工和及内孔 , , 的镗削加工以及 直孔的钻削加工和8-M6-6H螺纹孔的钻、攻加工等。一般来说,保证平面的加工精度与保证孔系的加工精度相比,保证平面的加工精度比较容易。孔径加工都是选用专用钻夹具,夹紧方式一般选用手动夹紧,夹紧可靠。因此生产效率较高。能够满足设计要求。
目 录
摘 要
第一章 前言 ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••01
第二章 Y向箱体的结构分析 ••••••••••••••••••••••••••••••••••••••••••••••••••••••01
2.1 零件的作用 ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••03
2.2 零件的分析 ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••03
第三章 Y向箱体加工工艺设计 •••••••••••••••••••••••••••••••••••••••••••••••••••05
3.1 确定毛坯的制造形式 ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••07
3.2 基面的选择 ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••09
3.3 确定主要加工表面加工方法 •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••10
3.4 加工阶段的划分 ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••13
3.4.1划分准则 •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••15
3.4.2时效处理的安排 ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••17
3.5 制定工艺路线 •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••20
3.6 加工机床及刀具的选择 •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••22
3.7 机械加工余量、工序尺寸及毛坯尺寸的确定 ••••••••••••••••••••••••••••••••••••••••••23
3.8 确定切削用量和工时计算 ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••25
第四章 Y向箱体的编程 •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••27
4.1 数控加工对刀 •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••28
4.2 加工程序编制 •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••29
4.2.1 铣铸件左右表面及 外圆端面及C2倒角 •••••••••••••••••••••••••••••••••••••29
4.2.2 镗 内孔 ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••31
第五章 结论 •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••32
第六章 致谢 •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••33
第七章 参考文献 •••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••34
|
