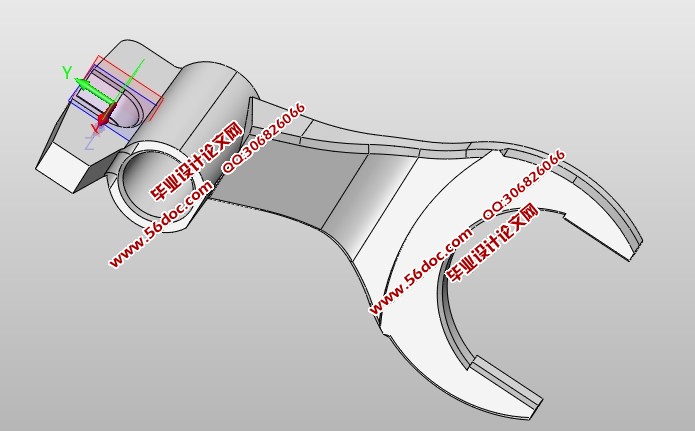
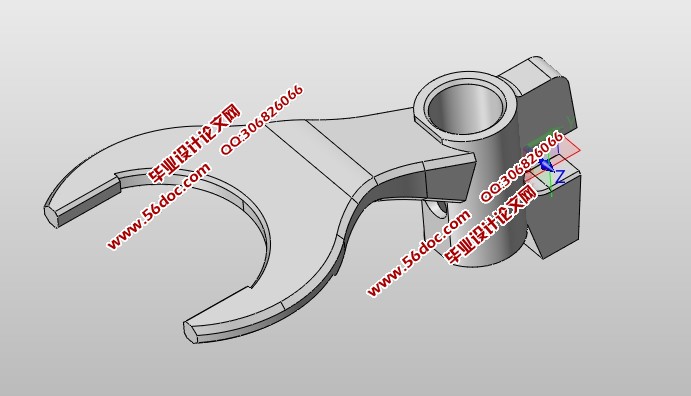
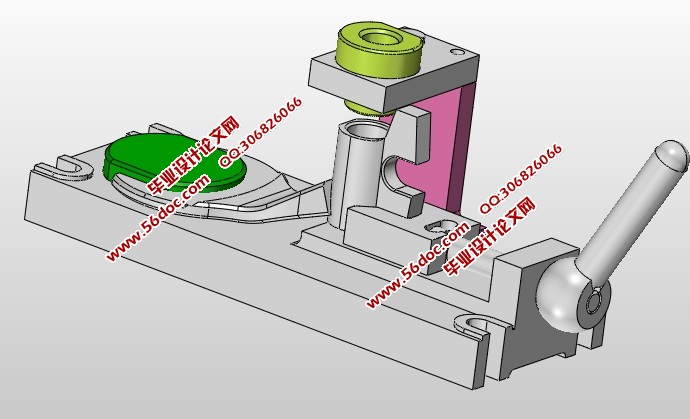
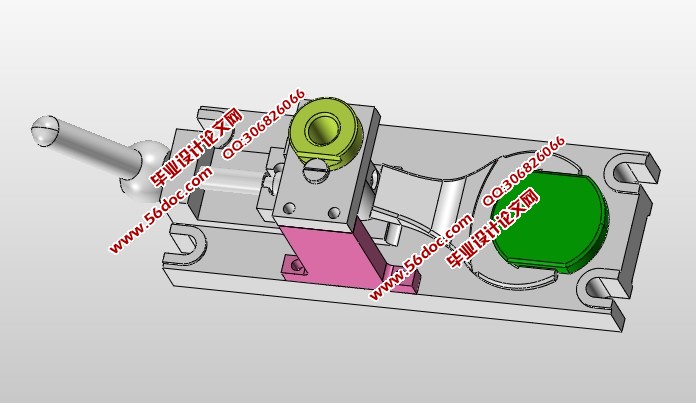
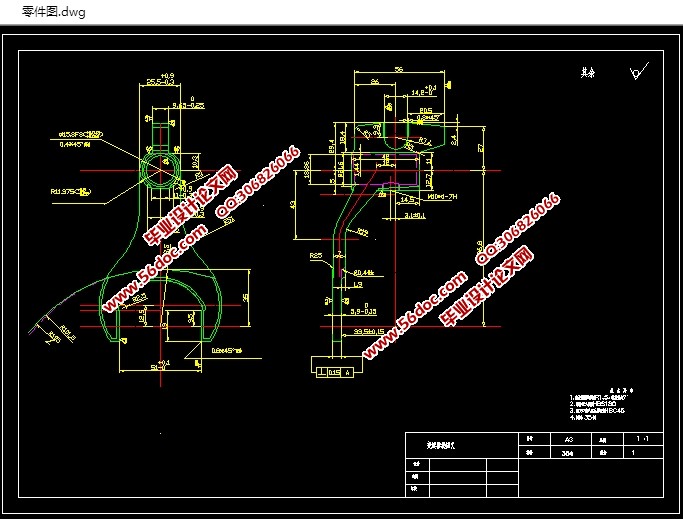
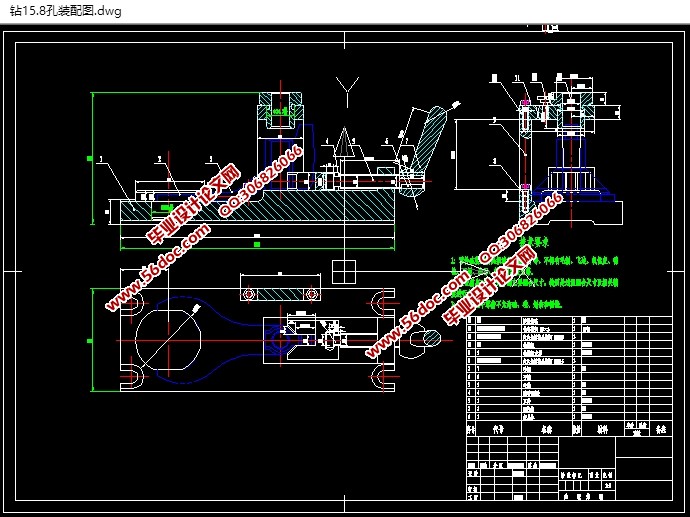
变速器换挡叉的工艺设计(含CAD图,SolidWorks三维图) 来源:wenku163.com 资料编号:WK16310490 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK16310490 我要下载该资源 资料介绍 变速器换挡叉的工艺设计(含CAD图,SolidWorks三维图)(论文说明书5600字,CAD图纸4张,SolidWorks三维图) 设计题目:制定变速器换挡叉的加工工艺,设计钻φ15.8孔的钻床夹具 设计要求:中批量生产 手动夹紧 通用工艺装备 一.零件的工艺分析 零件的材料为35钢,,为此以下是变速器换档叉需要加工的表面以及加工表面之间的位置要求: 1、 孔Φ15.8以及与此孔相通的、M10螺纹孔。 2、 上下U型口及其两端面 3、换档叉底面、下U型口两端面与孔Φ15.8中心线的垂直度误差为0.15mm。 由上面分析可知,可以粗加工Φ15的孔,然后以此作为基准采用专用夹具进行加工,并且保证位置精度要求。再根据各加工方法的经济精度及机床所能达到的位置精度,选择以孔为基准加工的面作为孔加工的精基准。最后,以精加工的孔为基准加工其他所有的面。此变速器换档叉零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证。 二、确定生产类型 已知此换档叉零件的生产纲领为5000件/年,零件的质量是2.26Kg/个,查《机械制造工艺设计简明手册》第2页表1.1-2,可确定该换档叉生产类型为中批生产,所以初步确定工艺安排为:加工过程划分阶段;工序适当集中;加工设备以通用设备为主,大量采用专用工装。 三、确定毛坯 1、确定毛坯种类: 零件材料为35钢。考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,生产类型为中批生产,故采用模锻件作为毛坯。查《机械制造工艺设计简明手册》第41页表2.2-5,选用锻件尺寸公差等级为CT-12。 目 录 机械自造工艺及夹具毕业设计任务书……………………..3 序 言 ……………………………………………………4 零件的分析…………………………………………………..4 零件的工艺分析……………………………………….4 确定生产类型……….…………………………………4 确定毛坯……………………………………………….5 工艺规程设计…….………………………………………… 5 选择定位基准…………………………………………5 制定工艺路线…………………………………………5 机械加工余量、工序尺寸及公差的确定……………6 夹具设计…………………………………………………….16 问题提出………………………………………………16 夹具设计………………………………………………16 参考文献…………………………………………………….17