摘要
高效率、高精度加工是数控机床加工最主要特点之一。利用数控机床加工,其产品加工的质量一致性好,加工精度和效率均比普通机床高出很多,尤其在轮廓不规则、复杂的曲线或曲面、多工艺复合化加工和高精度要求的产品加工时,其优点是传统机床所无法比拟的。本课题对异性体、复杂的曲线、多工艺复合化加工进行探索,设计出三种切实可行的工艺流程及工艺装备。在产品的加工过程中,工件在夹具内的定位和夹紧显得特别重要。须根据六点定位对产品进行合理的定位,欠定位、完全定位还是过定位都须根据实际的生产过程决定。夹具是涵盖了从加工到组装的几乎所有操作过程的一种装夹设备。由于大量的加工操作需要装夹,夹具设计在制造系统中就变得非常重要,它直接影响加工质量,生产率和制造成本。本文通过分析支架零件、空压机吸气阀盖头以及支承受套的结构特点和加工要求,制定了一套较合理的夹具设计,从而为保证该零件的加工精度将提供一种经济实用的工艺装备,具有一定的实用价值。通过对各种定位夹紧装置的分析比较,选择并组合了一套既能够满足加工要求的,又比较简洁的装置,并对各工步进行数控编程。
关键词:数控加工,工艺流程,拨叉,工艺装备,夹具设计
Components Numerical Control Processing Craft Analysis
and Craft Equipment Design
ABSTRACT
The high efficiency, the precision work are one of numerical control engine bed processing most main characteristics. Using the numerical control engine bed processing, its product processing quality uniformity is good, the processing precision and the efficiency outdo compared to the ordinary engine bed very much, especially when outline not rule, complex curve or curved surface, multi-craft recombine processing and high accuracy request product processing, its merit is the traditional engine bed is unable to compare. This topic to the opposite sex body, the complex curve, the multi-craft recombine processing carries on the exploration, designs three practical and feasible technical processes and the craft equipment. In the product processing process, the work piece appears in jig localization and the clamp specially importantly. Must act according to six localizations to carry on the reasonable localization to the product, owes the localization, locates completely crosses the localization all to have to act according to the actual production process decision. The jig covered from has processed clamps the equipment to the assembly nearly all operating process one kind of attire. Because the massive processing operation needs to install clamps, the jig design changes can it be that the constant weight in the manufacture system to want, it affects the processing quality directly, the productivity and the production cost. This article through the analysis support components, the air compressor snifting valve lid as well as the supporting the unique feature and the processing request which wraps, has formulated a set of reasonable jig design, thus for guaranteed this components the processing precision will provide one economical practical craft equipment, will have certain practical value. Through to each kind of localization clamp analysis comparison, chose and combines a set both to be able to satisfy the processing request, and the quite succinct installment, and carried on the numerical control programming to each step working procedure.
Key word: numerical control processing, technical process, craft equipment, jig design
设计要求 拨叉卡具的主要作用和工艺分析
工艺规程设计
相关计算公式的运用
绘制相关CAD图纸并说明其零件加工要求
翻译相关英文资料
配合其他组员,完成设计工作
整理毕业设计资料,完成答辩
(一) 零件的作用
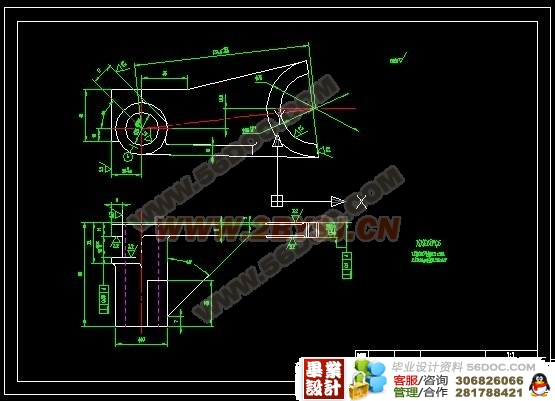
题目所给的零件是CA6140车床的拨叉零件(见零件图1)。它位于车床变速机构中,主要起换档,使主轴回转运动按工作者的要求工作,并获得所需的速度和扭矩的作用。零件下方的φ25mm孔与操纵机构相连,而上方的φ55mm半孔则是用于与所控制齿轮所在的轴接触。通过下方的力拨动上方的齿轮变速。两件零件铸为一体,加工时再铣开。
(二) 零件的工艺分析
拨叉类零件属于薄壁型零件,形状复杂而不规则。零件的装配基准为滑杆孔,其加工精度要求高,同时与工作面(叉口两侧面)要求有较高的位置精度。该类零件在加工和使用过程中都要重点考虑零件的变形问题。设计人员为了提高零件抗变形的能力,在壁的一侧设计有一定高度的加强筋,从而使该类零件没有一个较为平整的基面可用来做为粗基准,所以给精基准的加工带来了较大困难。另外,拨叉叉口的设计基准往往采用拨叉另一头的滑杆孔,两者距离较远。且在加工定位时往往相互依赖。因此,在加工制造过程中,一方面受薄壁件受力变形的影响,另一方面,又因两者距离较远,定位面又极小,定位精度受到严重影响,定位的准确性很差。再加上设计时为了保证拨叉的准确安装和使用性能可靠,滑杆头与叉口端面的垂直度要求较高,从而使这些关键的质量要求很难保证。
CA6140车床拨叉零件主要加工表面为:①车φ75mm两端面,表面粗糙度Ra值3.2μm②车φ55mm孔,表面粗糙度Ra值3.2μm③钻―扩―铰φ25mm的孔,表面粗糙度Ra值1.6μm④铣侧面,保证尺寸23mm及表面粗糙度Ra值3.2μm⑤铣侧面16mm的槽,保证尺寸11mm和8mm,槽两侧表面粗糙度Ra值3.2μm、底面粗糙度Ra值6.3μm


目录
前 言 …………………………………………………………………………1
一、零件的分析 ……………………………………………………………1
1零件的作用 …………………………………………………………1
2零件的工艺分析 ………………………………………………………1
二、工艺规程设计……………………………………………………………2
1确定毛坯的制造形式……………………………………………………2
2定位基准的选择…………………………………………………………2
3制定工艺路线……………………………………………………………2
4机械加工余量、工序尺寸及毛坯尺寸的确定…………………………4
5确立切削用量及基本工时………………………………………………5
三、夹具设计………………………………………………………………14
1夹具的基本结构和工作原理…………………………………………15
2定位基准选择…………………………………………………………17
3切削力及夹紧力计算…………………………………………………17
(爱毕业设计)
4定位误差分析…………………………………………………………17
总结…………………………………………………………………………18
致谢…………………………………………………………………………19
参考文献……………………………………………………………………20
外文翻译……………………………………………………………………21
附录
|
