摘 要:根据设计任务书的要求,本设计说明书针对连杆大小头双端面铣削组合机床的设计及专用夹具设计进行说明。主要内容包括组合机床工艺方案的制定、组合机床配置型式的选择、组合机床总体设计以及主轴箱设计。
全文主要包括组合铣床的总体设计和主轴箱设计两部分。机床总体设计主要是在选定工艺方案并确定机床配置形式、结构方案基础上确定“三图一卡”,主轴箱设计根据“三图一卡”,整理编绘出主轴箱原始依据图,重点分析传动系统,经过各种方案的比较,最后确定最优方案。此外,为了提高劳动生产率,降低劳动强度,保证加工质量,需设计专用夹具。
关键词:主轴箱;组合机床;夹具
Combination Machine Tool Spindle boxes and fixture design
Abstract:According to designs the project description the request,This design instruction booklet carries on the explanation in view of the connecting rod reducing socket double face milling aggregate machine-tool design and the unit clamp design. Main content including aggregate machine-tool craft plan formulation, aggregate machine-tool configuration choice, aggregate machine-tool system design as well as headstock design.
The full text mainly includes combines the milling machine the system design and the headstock designs two parts. The engine bed system design mainly is in the designation craft plan and the determination engine bed disposition form, in the structure plan foundation determined "a three charts card", the headstock design basis "a three charts card", reorganizes the compilation to leave the headstock primitive basis chart, the key analysis transmission system, passes through each kind of plan comparison, finally determines the most superior plan. In addition, in order to enhance the labor productivity, reduces the labor intensity, guaranteed the processing quality, must design the unit clamp.
Keyword:headstock ;aggregate machine-tool;jig
组合机床的特点
组合机床是由大量的通用部件和少量专用部件组成的工序集中的高效率专用机床。它能够对一种(或几种)零件进行多刀、多轴、多面、多工位加工。在组合机床上可以完成钻孔、扩孔、铣削磨削等工序,生产效率高,加工精度稳定。
组合机床与通用机床、其他专用机床比较,具有以下特点:
(1) 组合机床上的通用部件和标准零件约占全部机床零、部件总量的70~80%,因此设计和制造的周期短,投资少,经济效果好。
(2) 由于组合机床采用多刀加工,并且自动化程度高,因此比通用机床生产效率高,产品质量稳定,劳动强度低。
(3) 组合机床的通用部件是经过周密设计和长期生产实践考验的,又有厂成批制造,因此结构稳定、工作可靠,使用和维修方便。
(4) 在组合机床上加工零件时,由于采用专用夹具、刀具和导向装置等,加工质量靠工艺装备保证,对操作工人水平要求不高。
(5)当被加工产品更新时,采用其他类型的专用机床时,其大部分件要报废。用组合机床时,其通用部件和标准零件可以重复利用,不必另行设计和制造。
(6)组合机床易于联成组合机床自动线,以适应大规模的生产需要。
组合机床常用的通用部件有:机身、底座、立柱、动力箱、动力滑台,各种工艺切削头等。对于一些按循序加工的多工位组合机床,还具有移动工作台或回转工作台。
动力箱、各种工艺切削头和动力滑台是组合机床完成切削主运动或进给运动的动力部件。其中还有能同时完成切削主运动和进给运动的动力头。
机身、立柱、中间底座等是组合机床的支承部件,起着机床的基础骨架作用。组合机床的刚度和部件之间的精度保持性,主要是由这些部件保证。
组合机床夹具概述
夹具是组合机床的重要组成部件,是根据机床的工艺和结构方案的具体要求而设计的。它是用于实现被加工零件的准确定位,夹压,刀具的导向,以及装卸工件时限位等等作用的。
组合机床夹具很一般夹具所起的作用看起来好像很接近,但其结构和设计要求却有着很显著的甚至是根本的区别。组合机床夹具的结构和性能,对组合机床配置方案的选择,有很大的影响。下面介绍一下组合机床夹具的一些主要特点。关于自动线机床夹具设计特点将在第六章“组合机床自动线”中专门叙述。
机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置。又称卡具。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具最为常见,常简称为夹具 。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求 ,加工前必须将工件装好(定位)、夹牢(夹紧)。夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置 、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。夹具种类按使用特点可分为:①万能通用夹具。如机用虎钳、卡盘、分度头和回转工作台等,有很大的通用性,能较好地适应加工工序和加工对象的变换,其结构已定型,尺寸、规格已系列化,其中大多数已成为机床的一种标准附件。②专用性夹具。为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象专一,针对性很强,一般由产品制造厂自行设计。常用的有车床夹具、铣床夹具、钻模(引导刀具在工件上钻孔或铰孔用的机床夹具)、镗模(引导镗刀杆在工件上镗孔用的机床夹具)和随行夹具(用于组合机床自动线上的移动式夹具)。③可调夹具。可以更换或调整元件的专用夹具。④组合夹具。由不同形状、规格和用途的标准化元件组成的夹具,适用于新产品试制和产品经常更换的单件、小批生产以及临时任务。
除虎钳、卡盘、分度头和回转工作台之类,还有一个更普遍的叫刀柄,一般说来,刀具夹具这个词同时出现时,大多这个夹具指的就是刀柄!
(a) 一般的机床夹具是作为机床的辅助机构设计的,而组合机床夹具是机床的主要组成部分,其设计工作是整个组合机床设计的重要部分之一。
(b) 组合机床夹具和机床其他部件有极其密切的联系:如回转或移动工作台,回转鼓轮,主轴箱,刀具和辅具,钻模板和托架,以及支承部件等等。正确地解决它们之间的关系,是保证组合机床的工作可靠和使用性能良好的重要条件之一。而且夹具的结构也要按这些部件的具体要求来确定。如在液压驱动的立式回转工作台机床上的夹具,其夹压系统就可采用液压作为动力;而在卧式鼓轮机床上的夹具,则多采用电气―机械的夹紧方法。
(c) 由于组合机床常常是多、多面和多工序同时加工,会产生很大的切削力和振动。因此组合机床夹具必须具有很好的刚性和足够的夹压力,以保证在整个加工过程中工件不产生任何位移。同时,也不应使工件产生不容许的变形。
(d) 组合机床夹具是保证加工精度(尺寸精度、几何精度和位置精度等)的关键部件,其实设计、制造和调整都必须有严格的要求,使其能持久地保持精度。
(e) 组合机床夹具应便于实现定位和夹压的自动化,并有动作完成的检
查信号;保证切屑从加工空间自动排除;便于观察和检查,以及在不从机床上拆下夹具的情况下,能够更换易损件和维护调整。
组合机床夹具是组合机床的组成部件,其设计应按如下的程序进行:
(1)认真研究分析所要设计夹具的原始数据和要求 因为在拟订组合机床的工艺和结构方案时,对夹具的结构型式和主要性能已提出了原则要求。
(2)拟订夹具结构方案和进行必要的计算 根据机床总体设计中确定的工件定位基面、夹压位置、加工方法和刀具导向方式等,制定夹具的总体方案。
(3)组合机床夹具设计的总图和零件 在已确定的夹具结构方案基础上,设计生产用的夹具总图和零件图。
按照组合机床夹具的主要功能,其结构可以分为三大部分,即定位支承系统,夹紧机构和刀具导向装置。
目 录
第一章 绪 论………………………………………………………………………1
1.1 组合机床的特点………………………………………………………………1
1.2 组合机床的分类和组成………………………………………………………1
1.3组合机床的方案选择……………………………………………………………2
第二章 组合机床总体描述………………………………………………………3
2.1 组合铣床工艺方案的制定…………………………………………………… 3
2.2 确定切削力、切削功率………………………………………………………4
2.3 组合机床配置型式的选择…………………………………………………… 5
2.4影响总体布置的因素………………………………………………………… 5
2.5组合铣床的总体分析――三图一卡………………………………………… 6
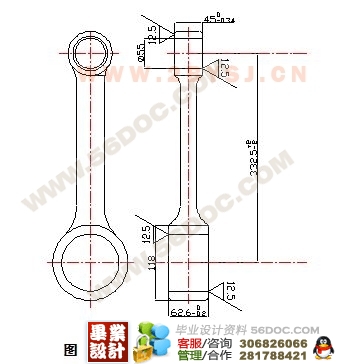
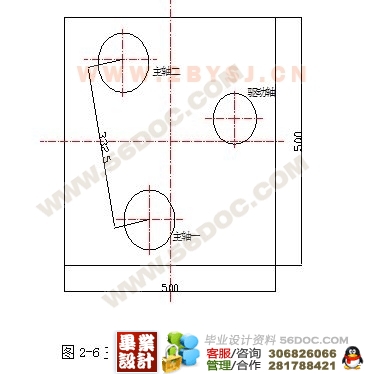
2.5.1被加工零件工序图 …………………………………………………………6
2.5.2 加工示意图……………………………………………………………… 7
2.5.3组合机床联系尺寸图………………………………………………………10
2.5.4 生产率计算卡………………………………………………………………11
第三章 组合机床主轴箱设计……………………………………………………12
(毕业设计)
3.1主轴箱设计的原始依据………………………………………………………12
3.2 运动参数和动力参数的确定…………………………………………………12
3.2.1 传动系统传动比分配………………………………………………………12
3.2.2 计算传动装置的运动和设计参数…………………………………………12
3.2.3齿轮模数的估算及其叫校核………………………………………………13
3.2.4 轴各参数估算及强度校核……………………………………………… 16
3.3主轴箱的坐标计算……………………………………………………………25
第四章 组合机床夹具设计…………………………………………………… 27
4.1 组合机床夹具概述………………………………………………………… 27
4.2 定位支承系统概述………………………………………………………… 28
4.2.1定位支承系统……………………………………………………………… 29
4.2.2夹紧机构…………………………………………………………………… 30
第五章 总 结…………………………………………………………………… 31
致谢……………………………………………………………………………… 32
参考文献………………………………………………………………………… 33 |
