机电一体化-铣床夹具的设计(附答辩记录)
来源:wenku163.com 资料编号:WK1633748 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK1633748
资料介绍
摘 要
本论文是结合目前实际生产中,常常发现仅用通用夹具不能满足生产要求,用通用夹具装夹工件生产效率低劳动强大,加工质量不高,而且往往需要增加划线工序,而专门设计的一种铣床夹具,主要包括夹具的定位方案,夹紧方案、对刀方案,夹具体与定位键的设计及加工精度等方面的分析。
该夹具有良好的加工精度,针对性强,主要用于拨叉零件铣槽工序的加工。本夹具具有夹紧力装置,具备现代机床夹具所要求的高效化和精密化的特点,可以有效的减少工件加工的基本时间和辅助时间,大大提高了劳动生产力,从而可以有效地减轻工人的劳动强度和增加劳动效率。因此对夹具知识的认识和学习,在今天显得尤为重要起来。
关键词:高效 制造 铣床夹具
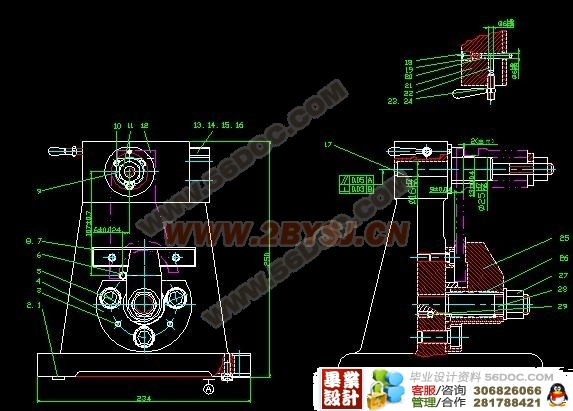
铣床夹具的设计
设计要求: 侧面与E面要求设计铣槽工序用的铣床夹具。根据工艺规程,在铣槽之前其它各表面均已加工好,本工序的加工要求是:槽宽16H11mm,槽深8mm,槽的中心平面与Ф25H7孔轴线的垂直度公差为0.08mm,槽的距离11 ±0.2mm,槽底面与B面平行。
铣床夹具设计
1 夹具的概念
夹具是在机械制造过程中,用来固定加工对象,使之占有正确的位置,以接受加工或检测并保证加工要求的机床附加装置,简称为夹具。在我们实际生产中夹具的作用是将工件定位,以使加工工件获得相对于机床和刀具的正确位置,并把工件可靠地夹紧。
2 夹具的主要功能
在机床上加工工件的时候,必须用夹具装好夹牢所要加工工件。将工件装好,就是在机床上确定工件相对于刀具的正确位置,这一过程称为定位。将工件夹紧,就是对工件施加作用力,使之在已经定好的位置上将工件可靠地夹紧,这一过程称为夹紧。从定位到夹紧的全过程,称为装夹。铣床夹具的主要功能就是完成工件的装夹工作。工件装夹情况的好坏,将直接影响工件的加工精度。
铣床常用通用夹具的结构
铣床常用的通用夹具主要有平口虎钳,它主要用于装夹长方形工件,也可用于装夹圆柱形工件。
机用平口虎钳是通过虎钳体固定在机床上。固定钳口和钳口铁起垂直定位作用,虎钳体上的导轨平面起水平定位作用。活动座、螺母、丝杆(及方头的)和紧固螺钉可作为夹紧元件。回转底座和定位键分别起角度分度和夹具定位作用。


目 录
摘 要 III
1铣床夹具设计 1
1.1 夹具的概念 1
1.2 夹具的主要功能 1
1.3铣床夹具的分类 1
1.4铣床夹具的结构 3
1.5定位方案 4
1.6 定位误差分析 10
2 工件的加紧 15
2.1 加紧装置的组成 15
2.2 夹紧装置的设计原则 15
(毕业设计)
2.3定夹紧力的基本原则 16
2.4夹紧方案 18
2.5 夹具精度分析 20
2.6 机床夹具的现状及发展方向 21
参考文献 24 |
