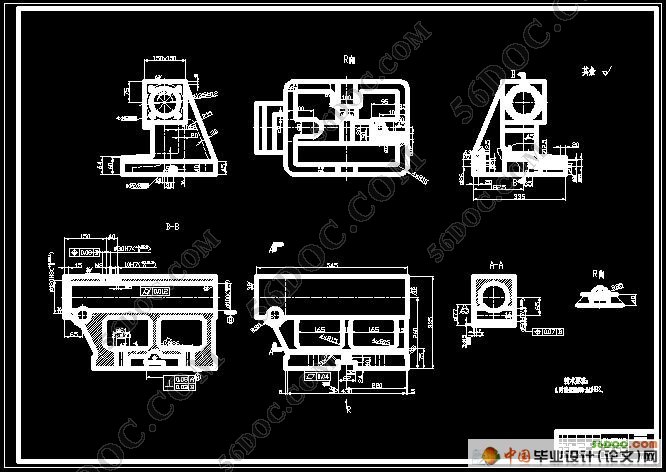
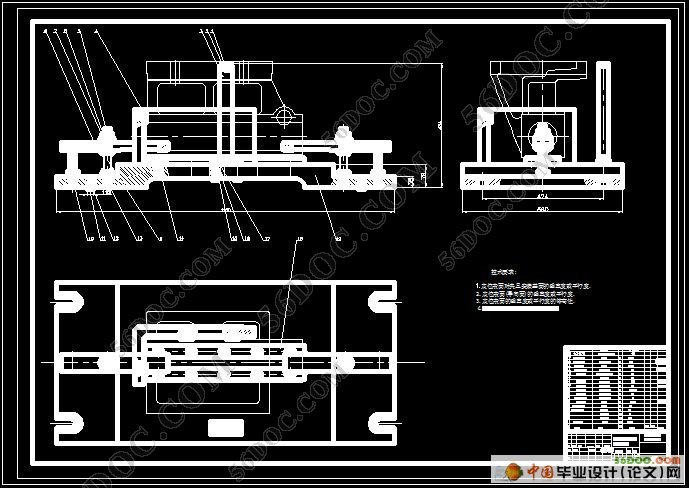
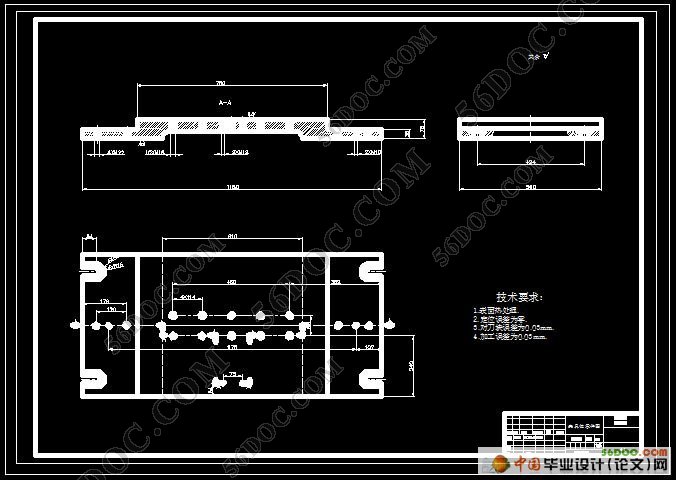
车床尾座体机械加工工艺规程与夹具设计 来源:wenku163.com 资料编号:WK1633769 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK1633769 我要下载该资源 资料介绍 摘要 本次设计的课题是车床尾座体机械加工工艺规程及粗、精铣355mmX150mm上平面专用夹具。车床尾座体位于车床的末端,主要作用是加工长轴时,用于防止因装夹误差发生径向跳动。因此,车床尾座体的加工质量将直接影响加工工件的质量。本次设计旨在保证质量提高加工效率,由此首先我们对其进行工艺性分析,确定毛坯类型为砂型铸造和毛坯尺寸。制定合理的工艺路线,采用万能机床配以专用夹具,并尽量使工序集中起来提高生产率。为提高劳动生产率,保证加工质量,降低劳动强度,需设计专用夹具,为此选择了第三道工序——粗、精铣355mmX150mm上平面铣床夹具,以满足加工过程的需要。 关键词:车床尾座体、工艺规程、夹具 零件的作用: 题目所给定的零件是车床尾座体,它位于车床的末端,主要作用是当加工长轴时,用于顶紧工件防止因装夹误差发生径向跳动.零件的顶部有一个φ100H7mm的孔,用于安装一个顶尖在尾座体末端,用一个手轮夹操作顶尖的进退,尾座体顶部有一个φ30H7mm的孔,并有M8的配钻螺纹孔。用于锁紧顶尖;另外,顶部还有一个φ10mm的梯形孔,作用是加润滑油,使顶尖能移动自如;在套筒的旁边,还有一个φ50mm的孔,用于使顶尖偏心,调整加工时的不同椎度,在尾座体底面有一个矩形槽,用于能通过手柄使尾座体能左右移动。 工艺性分析: 车床尾座体共有两组加工表面,它们相互间有一定的位置要求,现分析如下: A、以φ100H7mm为中心的加工表面,这一组加工表面包括: a、φ100H7mm孔及其倒角:公差等级为IT7,表面粗糙度为Ra0.8μm,并有圆柱度要求,公差为0.012,需粗镗、半精镗、精镗、。 b、φ120H8mm的孔:公差等级为IT8,表面粗糙度为Ra1.6μm,需粗镗、半精镗、精镗。 c、φ30H7mm孔:公差等级为IT7,表面粗糙度为Ra1.6μm,并有位置度要求为0.08,需钻,扩,粗铰,精铰。 d、φ10H7mm孔:公差等级为IT7,表面粗糙度为Ra1.6μm,需粗铰-精铰。 e、φ6mm孔:未注公差,表面粗糙度为Ra12.5μm,只需钻就可以了。 f、φ50H7mm孔:公差等级为IT7,表面粗糙度为Ra1.6μm,并有位置度要求,位置度公差为0.07,需钻-粗铰-精铰。 g、φ77mm孔:没公差要求,表面粗糙度为Ra6.3μm,锪。 h、4-M12深20mm孔:未注公差及表面粗糙度,需钻-攻。 i、两个端面:后端面有垂直度要求,表面粗糙度为Ra3.2μm,需粗铣-精铣。 j、顶面:未注公差等级,表面粗糙度为Ra1.6μm,需粗铣-精铣。 B、以底面为中心的加工表面。这组加工表面包括: a、底面:未注公差等级,表面粗糙度Ra1.6μm,平面度要求为0.04,需粗铣-精铣-刮研。 b、底面四周:未注公差等级,表面粗糙度Ra3.2μm,需粗铣-精铣。 c、底面的两孔2-φ33mm:未注公差等级,表面粗糙度Ra12.5μm,需钻即可。 d、2-φ61mm及倒角:未注公差等级,表面粗糙度Ra12.5μm、Ra6.3μm,锪。 e、φ17mm孔:未注公差等级,Ra12.5μm,钻。 f、螺纹M20×45mm:未注公差等级,在φ17mm基础上扩孔至φ17.5mm,深50mm,再攻M20×45mm。 h、φ17.5mm孔:未注公差等级,表面粗糙度Ra12.5μm,需钻即可。 i、φ26mm,φ20mm螺纹:表面粗糙度Ra12.5μm,需扩孔至φ20mm,再攻螺纹,深20mm。 j、钻φ17.5mm孔,扩孔至φ26mm,深20mm,再将剩余部分攻φ20mm的螺纹。 k、62mm×24mm的槽:未注公差等级,表面粗糙度为Ra12.5μm,其中G面Ra1.6μm,需刮研。 l、3mm×2mm的退刀槽:未注公差等级,表面粗糙度为Ra12.5μm,粗刨即可。 这两组加工表面之间有着一定的位置要求,主要是: φ30H7mm孔中心线与φ100H7mm孔中心线的位置度公差为0.08; 端面F与φ100H7mm孔中心线的垂直度公差等级0.02; G端与φ100H7mm孔中心线的垂直度公差等级0.03,与底面的垂直度公差为0.08; φ100H7mm孔中心线与底面的平行度公差为0.12; φ50H7mm孔中心线与φ100H7mm孔中心线的位置度公差为0.07; φ100H7mm孔的圆柱度公差为0.012; 底面的平面度公差为0.04。 目 录 11000字 1.前言……………………………………………………3 2.零件的分析……………………………………………4 3.确定毛坯………………………………………………5 4.制定工艺路线…………………………………………7 5.确定切削用量及基本工时……………………………8 6.专用夹具设计…………………………………………30 7.总结……………………………………………………32 8.参考文献………………………………………………33 9.附录……………………………………………………34