气门摇臂轴支座加工工艺及夹具设计
来源:wenku163.com 资料编号:WK1633798 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK1633798
资料介绍
1 零件的作用
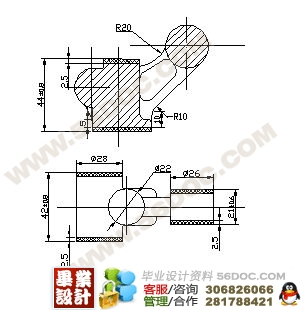
该零件是1105型柴油机中的摇臂结合部的气门摇臂轴支座。 mm孔装摇臂轴,轴两端各安装一进、排气气门摇臂。 mm孔内装一个减压轴,用于降低汽缸内压力,便于启动柴油机,两孔间距 mm,可以保证减压轴在摇臂上打开气门,实现减压。该零件通过 mm小孔用M10螺杆与汽缸相连。该零件是柴油机气门控制系统的一个重要零件。
2.2 零件的工艺分析
分析零件图纸,图纸的各视图不清晰,尺寸标注完整,能够表达清楚零件的各个部分,技术条件标注合理,表面粗糙度标注合理,尺寸公差标注完整,能够完整表述加工要求。该零件加工表面分两种,主要是孔的加工,圆柱端面平面加工。将零件图重新绘制在A3图纸上,详见附图。现将主要加工部分表述如下:
2.2.1孔加工
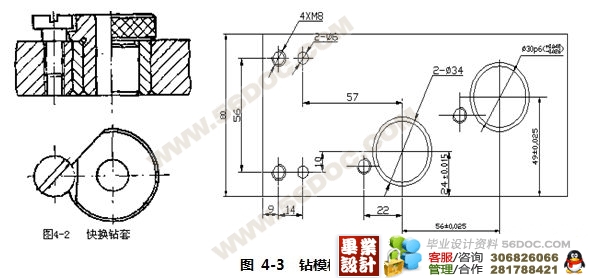
该零件共有4个孔要加工,其中 mm、 mm孔加工要求较高,两孔中间距 mm, mm孔中心与底平面距离 mm, mm孔中心与底面距离49 0.05mm。有平行度要求,表面粗糙度1.6,需精加工, mm小孔直接钻出即可,另 斜小孔直接钻出。
2.1.2 面的加工
该零件需加工平面为22×36底面精度要求较高,是后续工序的精基准面,需精加工,上端面要求高,粗铣即可。 26圆柱两端面粗铣, 28圆柱两端粗糙度要求3.2,要精铣。
由以上分析知,该零件的加工应先加工面,孔以面为基准。保证孔中心与底面的距离,平行度。
工艺规程设计
3.1确定毛坯:
3.1.1毛坯的制造形式:
零件材料为HT200,根据选择毛坯应考虑的因素,该零件体积较小、形状不是很复杂,外表面采用不去除材料方法获得粗糙度,由于零件生产类型为成批、大批生产,而砂型铸造生产成本低,设备简单,故本零件毛坯采用砂型铸造。
3.1.2毛坯的设计:
由于生产类型为成批、大批生产,考虑毛坯生产成本和机械加工成本,毛坯制造方法为砂型铸造, 18、 16孔需精加工,要留加工余量,故孔不宜铸出,其他小孔不铸出。
查≤金属加工工艺及工装设计≥(黄如林、汪群主编,化学工业出版社)确定加工余量:
砂型铸造,公差等级:(CT7~9)查表1 - 6,取CT8
加工余量等级:11~13G 查表1 - 8,取G
切削余量:查表1 – 9,基本尺寸小于100mm,故加工余量为单侧3.0mm,双侧2.5mm
铸件尺寸公差值:查表1 – 11基本尺寸小于50mm,取0.8mm,小于30mm,取0.6mm
目录
第一章 前言---------------------------------------------1
第二章 零件的分析---------------------------------------2
2.1 零件的作用-------------------------------------2
2.2 零件的工艺分析----------------------------------2
2.2.1孔加工-----------------------------------------2
2.1.2 面的加工---------------------------------------2
第三章 工艺规程设计-----------------------------------3
3.1确定毛坯-----------------------------------------3
3.1.1毛坯的制造形式-------------------------------3
3.1.2毛坯的设计-----------------------------------3
3.2基面的选择---------------------------------------3
3.3工艺路线的拟定-----------------------------------4
3.3.1 选择加工方法---------------------------------4
3.3.2:加工顺序的拟定------------------------------4
3.3.3机械加工余量----------------------------------5
3.4机床的选择-----------------------------------------6
3.4.1:平面加工------------------------------------6
3.4.2:孔加工--------------------------------------6
3.5夹具选择-------------------------------------------6
3.6刀具选择-------------------------------------------6
3.6.1铣削加工--------------------------------------6
3.6.2钻削加工--------------------------------------6
3.7 量具选择:----------------------------------------6
3.7.1孔的量具--------------------------------------6
3.7.2轴向尺寸量具----------------------------------6
3.8 工序尺寸确定--------------------------------------7
3.9 确定切削用量及基本工时----------------------------7
3.9.1工序Ⅰ(粗铣底平面)切削用量及时间定额--------7
3.9.2 工序Ⅱ粗铣上端面-----------------------------8
3.9.3 工序Ⅲ(粗铣 、 两圆柱两端面)切削用量及时间定额-----------------------------------------------------9
3.9.4工序Ⅳ (精铣底平面)切削用量及时间定额------10
3.9.5工序Ⅴ (钻孔 )切削用量及时间定额---------10
3.9.6工序Ⅵ (精铣 圆柱两端面)切削用量及时间定额-11
3.9.7 工序Ⅶ(钻、扩、铰孔 、 )切削用量及时间定额---------------------------------------------------11
3.9.7.1 钻孔 至 ------------------------11
3.9.7.2 钻 至 --------------------------12
3.9.8 工序Ⅷ (钻孔 )切削用量及时间定额----------13
第四章 夹具设计------------------------------------------14
4.1问题的提出-----------------------------------------14
4.2夹具的设计-----------------------------------------14
4.2.1 定位基准的选择-------------------------------14
4.2.2定位误差分析----------------------------------14
4.2.3夹紧装置的设计--------------------------------15
4.2.4切削力及夹紧力的计算--------------------------16
4.2.4.1切削力的计算----------------------------16
4.2.4.2夹紧力的确定----------------------------16
4.2.4.3液压缸的选择----------------------------17
4.2.5校验夹紧元件的强度----------------------------18
4.2.6液压控制回路的确定----------------------------19
4.2.6.1分析液压缸在夹具各工作过程的动作---------19
4.2.6.2液压回路的综合和整理---------------------20
4.2.7 夹具的使用及维护-----------------------------20
第五章 结论----------------------------------------------
参考文献-------------------------------------------------
致谢-----------------------------------------------------
参考文献
[1]孟少农,机械加工工艺手册[M].北京:机械工业出版社,1992.1
[2]东北重型机械学院,洛阳工学院,第一汽车制造厂职工大学.机床夹具设计手册第二版[M].上海:上海科学技术出版社,1988.4
[3]劳动部培训司组织.机床夹具(试用) [M].北京:机械工业出版社,1989.7
[4] 艾兴、肖诗纲.切削用量简明手册[M].机械工业出版社,2003.6
[5]张捷.机械制造技术基础[M].成都:西南交通大学出版社,2006.2
[6]赵如富.机械加工工艺人员手册[M].上海:上海科学技术出版社,2006.10
[7]刘鸿文.材料力学第四版[M].北京:高等教育出版社,2004.1
[8]施平.机械工程专业英语第七版[M].哈尔滨:哈尔滨工业大学出版社,2005.8
[9]李洪.机械加工工艺实用手册[M].北京:北京出版社,2000.6
[10] 赵家齐,机械制造工艺学课程设计指导书[M]第2版,哈尔滨工业大学 、机械工业出版社,1994 |
