J5600调温器工艺规程设计和系列夹具设计(含任务书,毕业论文19000字,工序卡片,CAD图纸2张)
摘 要
本次设计的主要内容包括J5600调温器工艺规程设计和系列夹具设计的两大方面。本文对一个常规工艺设计的步骤做了详细阐述,在此基础上对零件加工要求进行分析,最终确定毛坯材料,选择定位基准,并留出适当的加工余量。综合分析制定出零件加工工艺路线。得到工艺路线后,需要对工艺路线中的具体参数进行计算,计算加工余量,计算切削用量,并根据计算结果选择机床,此外还计算了加工过程中的辅助时间。
另外,进行专用夹具的设计可以提高劳动生产率,降低劳动强度,更能有效地提高产品的精度,减少废品,所以夹具设计的优劣也影响到产品的质量。因此,本文论述了夹具的分类类型,在结合上述的定义和介绍,对一些典型工序进行了对比分析,最终确定了一些工序的夹具设计。在夹具的设计过程中,本文参考了一些既有的成果,也有对夹紧力的分析,对定位和夹持的结构进行了反复对比,确定出了夹具的具体结构形式。
除此之外,还绘制了夹具图、零件图,编写了工艺卡片。
关键词:工艺规程设计;夹具设计;加工余量;定位误差
Abstract
The design of the main content includes M3400 thermostat process planning and design of fixture design series two aspects. Based on a conventional process steps in detail,On the basis of the parts processing requirements analysis,Ultimately determine the blank material, choose the locating datum, and stay out of the appropriate machining allowance. Comprehensive analysis and formulates the components processing technological route. Get process, need to process in the specific parameters are calculated, calculate the machining allowance, cutting parameters, and according to the calculation results the select tool, also calculated during the processing of the auxiliary time.
In addition, for special fixture design can improve labor productivity, reduce labor intensity, can effectively improve product accuracy, reduce waste, so the clamp design quality also affects the quality of the product. Therefore, this paper discusses the classification of types of fixture, in combination with the above definition and presentation, some typical processes were compared and analyzed, finally determined the number of fixture design process. A fixture in the design process, this article made reference to some existing results, but also on the clamping force analysis, for positioning and clamping structures were repeated contrast, identify fixture of concrete structures.
In addition, also draws a fixture drawing, writing, the process card.
Key words: Process planning;grip design; machining allowance; position error
零件的作用
题目所给定的零件是调温气座,其主要作用是:当柴油机机体内水温低于70度时,调温器出水阀关闭,冷却水经调温器的旁通阀流回水泵的进口作循环使用,这时冷却水只在水泵和水套中循环-小循环。当柴油机机体内水温为70度~80度时,调温器旁通阀逐渐关闭,通往散热器的出水阀逐渐开启,此时,机体内部的冷却水仍然作小循部环。另一部分冷却水经散热器回水管流回散热器。当柴油机机体内水温高于80度时,调温器的旁通阀完全关闭,出水阀全部打开。此时,机体内部冷却水全部经散热器进行大循环。而我们加工的调温器座是将调温器联结到柴油机机体上的一个中间零件,其内部有水道与调温器,机体联结相并由密封圈相隔防止泄漏。
2.2 零件的工艺分析
零件的材料为ZL106,铸铝生产工艺简单,铸造性能优良,减震性能良好。箱体需要加工表面以及加工表面的位置要求,各轴孔大小、位置等,现分析如下:
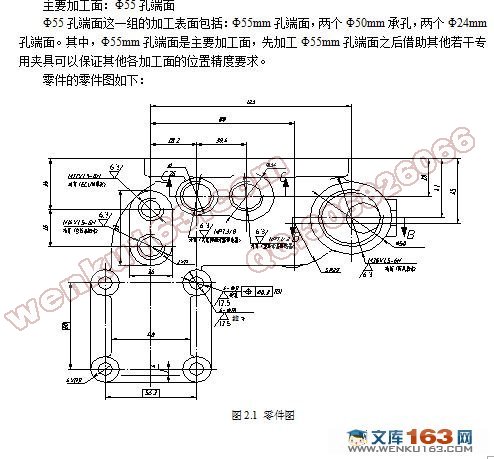
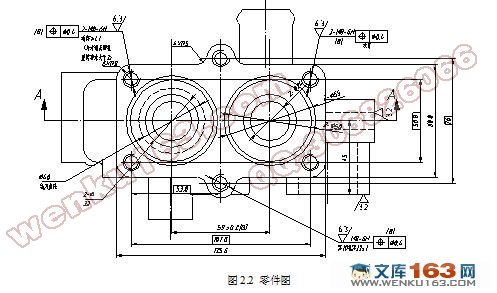
主要加工面:Φ55孔端面
Φ55孔端面这一组的加工表面包括:Φ55mm孔端面,两个Φ50mm承孔,两个Φ24mm孔端面。其中,Φ55mm孔端面是主要加工面,先加工Φ55mm孔端面之后借助其他若干专用夹具可以保证其他各加工面的位置精度要求。
目 录
摘 要 III
ABSTRACT IV
目 录 V
1 绪论 1
1.1 本课题研究的内容及意义 1
1.2 国内外发展情况 1
1.3 本课题应达到的要求 2
2 零件的分析 3
2.1 零件的作用 3
2.2 零件的工艺分析 3
3 工艺规程设计 7
3.1 确定毛坯的制造形式 7
3.2 定位基准的的选择 11
3.2.1 粗基准的选择 11
3.2.2 精基准的选择 11
3.2.3 本零件的粗基准和精基准的分析选择 12
4 拟定工艺路线 13
4.1工艺路线方案一 13
4.2 工艺路线方案二: 14
4.3 工艺方案的比较与分析 15
5 机械加工余量、工序尺寸及毛坯尺寸的确定 16
5.1 确定机械加工余量及工序尺寸 16
5.2 确定各工序所用机床及工艺装备 20
5.2.1 机床的选择 20
5.2.2 工艺装备的选择 20
5.3 确定切削用量及基本工时 22
5.3.1 车削加工 23
5.3.2 铣削加工 25
5.3.3 钻削加工 26
6 专用夹具设计 33
6.1 机床夹具的功能和应满足的要求 33
6.1.1 机床夹具的功能 33
6.1.2 机床夹具应满足的要求 33
6.2 机床夹具的分类 33
6.3 夹具的组成 34
6.4 夹具的设计 34
6.4.1 工序30车两Φ50mm孔端面 34
6.4.2 工序90铣Φ26mm孔端面和钻孔Φ10mm 40
6.4.3 工序110铣Φ36mm、Φ34mm、Φ26mm、26x52 mm端面 43
7 结论与展望 47
7.1 结 论 47
7.2 不足之处及未来展望 47
致 谢 48
参考文献 49
附 录 50
|