ABSTRACT
The machine that we designed is a milling installation which is used for the machining of the popularized western-style wooden window. By applying this kind of knowledge, we could reduce the production costs of those products as western-style wooden window and enhance its competitive power.
Through the analysis of both the domestic and the foreign tenoners and on the basis of the consideration of its production costs, we have designed this kind of equipment which could meet the need for the joint of general tenon need raw materials and have made approve-ments to its tool system. Through this change, we have made its tool system more applicable for the joint of those products in smaller section size. The tool’s primary shaft works in higher rotational speed and withstands certain torque. We have carried out the force analysis in this article to make sure its security and have made checkouts to its accessorial parts, such as transmission belt and transmission shaft and so on. Through the analysis of the spring force, we uses the spring to compact in the lumber raw material jig system to make sure that the lumber raw materials could clamp smoothly in the situation which uses the minimum forces.
Combined from infact of product, this topic is set up both for the design of the key equipments which are used for the machining of this small materials and to make approvements to the existing tenoners so as to reduce the costs of the connect production line and to make this technique popular. With regard to our middle and small carpentry enterprise's production modification and technical innovation, this design has quite a vital significance.
Key words:Lumber; Connect; Tenon; Western-style wooden window; wood working machineny
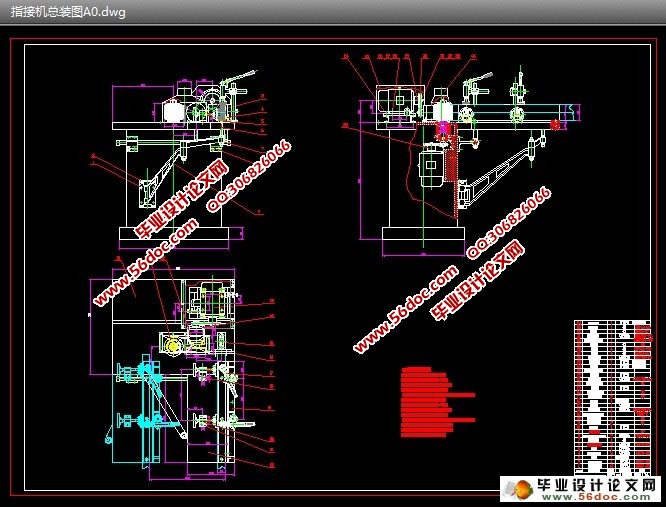
根据国外的指接机发展方向,要求制造出效率高,消耗功率少,产品质量好的指接机,以便适应飞速发展的指接工业对指接材的质量要求。本次设计的指接机为手动指接机,原料夹紧后采用工人手工进给的方式进行铣削加工,一次夹紧即可完成整道工序。机械的基本参数如下:
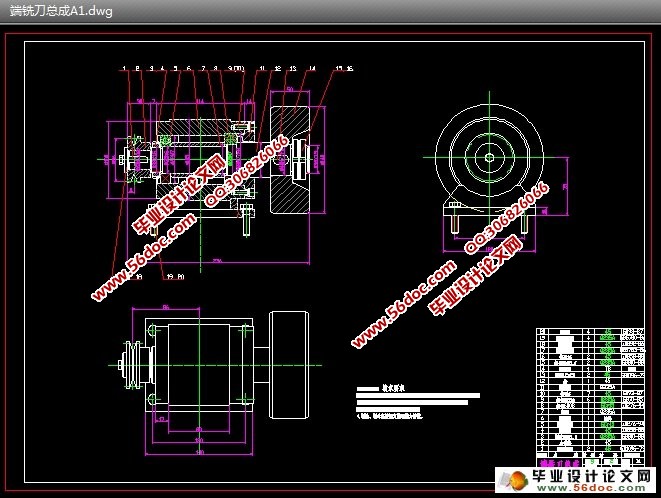
端铣刀刀刃半径:140 mm
刀盘转速:5680 r/min
端铣刀轴转速:5680r/min
进给速度0.05m/min
机床外型尺寸:900×1300×1200mm
机床净重:135~150kg