摘要
本文详细介绍了变频器与PLC控制技术在压力机机床上的应用,在本设计中将压力机的电气控制环节分为两部分来实现,一部分是对变频器的操作和控制,主要通过在变频器调速器进行操作.在该环节的设计中详细阐述了PLC与变频器之间的控制过程.另一部分是利用PLC实现对其他电气部分的控制,最终实现对压力机床的控制功能和保护功能.第三部分为凸轮控制器部分为压力机运转提供所需的角度
关键词 压力机,变频驱动,PLC,凸轮控制器力机 变频驱动, PLC, 凸轮控
前言
在变频调速技术飞速发展的同时,可编程控制器PLC的技术也在快速的发展着.PLC凭借它可靠性高.抗干挠能力强等诸多优点在现代化的工业自动化控制中有着重要而广泛的应用.因而,应用变频调速及PLC控制技术相结合的控制方法能够融合两种技术的优点,在现代工业中得到了广泛应用和深入的研究.
传统的调速与控制电路复杂,体积庞大,给设备维护带来极大的不便,且效率较低.而采用先进电力电子技术和计算机技术的变频调速及PLC控制系统,可以克服以上的局限性,具有以下显著的优点:
1] 变频器系统属于转差功率不变型调速系统.无论低速换是高速,其转差功率不变,效率最高.
2] 采用无触电电力电子元件,节省了大量继电器和接触器,简化了外部接线,缩小了控制设备的体积.
3] 变频器及PLC内部控制的核心是CPU单元,具有较强的运算和控制能力,能够实现参数化调速控制,设置合理的电机运行参数,保证起重机各机构有较大的调速范围和较高的调速精度.
4] 变频器内部具有故障自诊断功能,能实现系统的过电压,过电流和过栽保护等功能,液晶显示界面可显示出故障信息.该系统性能可靠,故障率极低.
变频调速及PLC控制技术常应用于实际中,如机床自动化控制系统,由于系统控制过程较复杂,要求控制系统恒速可调可控,节能可靠,因此采用PLC与变频调速控制系统是最佳选择.这可以大幅度节约电能,提高系统的自动化程度,并使系统运行可靠稳定,结构简单,维修.维护.调整方便,经济实用易配置,取代了传统的继电器控制系统.在机诫行业中,变频调速及PLC控制技术已经得到了比较广泛的应用
各种机床中的主要电动机大都使用PLC控制下的变频调速技术,使加工精度和加工效率都有了很大的提升.另外,变频调速及PLC的应用不仅节省了大量的继电器接触器等电器元件,而且在电能的节约方面有着很大的贡献.
第二章 压力机整体控制方案的设计
本压力机主要用于小型机诫零件的冲压,定形.生产线经送料装置送材料进入压力机冲压成型,经过输料线输出并集料.本压力机采用可编程控制器PLC控制;利用一台变频器变频驱动一台异步感应电动机.通过对一台电动机速度的调节来控制冲压速度的大小.并通过凸轮控制器发出压力机运转所需的角度.压力机的功能及结构描述如下:
J45系列压力机是普通型压力机,其结构简单,操作方便,性能可靠
J45-25A J45-40A J45-63型采用刚性转键式离合器,使用维修方便.其中.型号中带A的均为安全型压力机,均装有紧急制动装置,可以使滑快急停在0-13后范围内,并可配置光电侯器,J45-100B J45-125采用铸铁机床,曲轴横置,偏心套结构,工作平稳,冲击小,可以使滑块停在任何位置,J131系列闭式单点压力机机身直线型设计,均衡受力不变形,刚性强,超高的封闭高度,装摸空间大,滑块矩形六面导向,精度高,稳定性好, 具有最高机床稳定性.安全性,内置式油路,电路,美观整洁,更具安全性,可靠性,双手操作,按钮开关,符合压力机守则,安全标准.
压力机的检测
检验刚性离合器与制动器的零部件安装位置的正确性,紧闭性. 检验刚性离合器,制动器动作的灵活性,可靠性,在规定的运转时间内,单次行程规范,不允许出现连冲,检验滑块的制动形式.
检验刚性离合器,制动器与其操作机构配合动作的真确性,工作状态的稳定,可靠性,检验转键不得卡死,滑销不得卡死,滑销不得折断和弹簧应处于正常工作状态,负荷试验后应该扯查刚性离合器零件
检测制动后不大于规定数转,对常监控装置的应检查其可靠性
在规定的运转时间内,检验双手超作及其它安全保护和控制装置与刚性离合器,制动器工作的协调准确与可靠性.
摩擦摩擦离合器与制动器的安全检验.
检验摩擦离合器与制动器的联锁控制的灵敏可靠,相互协调情况
检验控制气路的双联安全联锁阀的联锁功能的可靠性,模拟试验不少于三次.
检验单人双手操作或协同超作时,同时检验安全保护控制装置与摩擦离合器.制动器工作的协调,准确与可靠性,在规定运转时间内不得出现异步现象
检验压缩空气回路的气压控制装置[包括安全阀,止回阀,仪表继电器等]的可靠性.
检验飞轮制动器的安装情况与工作的灵活性,可靠性,飞轮制动器的制动时间应符合设计要求
检验传动外部分的防护装置的安全与可靠性,检验回转方向与指示箭头的一致性,
滑块平衡装置的安全检验
检验结构的安全防护情况
检验滑块弹簧平衡位置,在发生事故状态下,在行程任何位置可以平衡住滑块.
1] 主机传动:
机床的传动系统由一级三角皮带传动组成,结构简单,噪音小.采用变频器调速,它通过改变电压和频率来调整电机的输出转速达到调节速度的目的.电动机的输出带动飞轮的旋转,飞轮后部装有离合器,制动器.离合器结合后飞轮带动双拐曲轴旋转,曲轴带动两连杆使滑块在机身导轨内作往复运动.在曲轴输出端通过传动轴带动轴凸轮控制器旋转,凸轮控制器是整个机床的发讯部分.该部分电动机同样采用变频器调速控制技术,通过设定不同的频率来控制电动机的转速,从而精确地控制了机床的冲压速度与频率,大大地提高了机床加工精度和水平.
2] 控制台:
整个生产线的大部分控制超作都在一个可移动的控制台上进行.在控制台的操作面板上分布有不同功能的控制开关’按钮.指示灯以.通过它们操作者可以很容易的实现对生产线的操作和工作状态的监视.它是整个生产线的控制中心.
一. 压力机控制系统机构
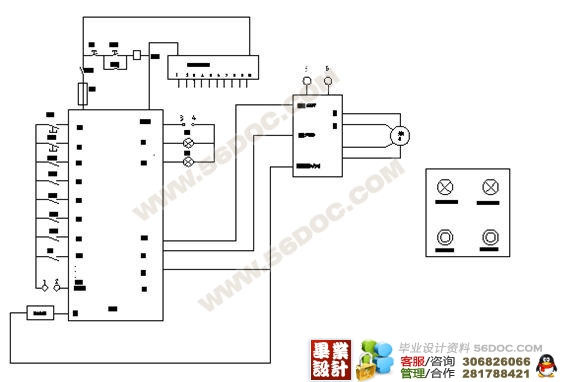
根据系统的设计要求,PLC作为上位机,实现对各输出量和一台变频器的控制,从而实现对一台异步感应电动机的变频调速控制.最终达到控制整个压力机床在设定的状态下工作.一台电动机的速度控制都采用开环的控制方式.

|
