小方坯连铸机拉矫机设计(含机架有限元分析)
来源:wenku163.com 资料编号:WK1633198 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK1633198
资料介绍
摘要
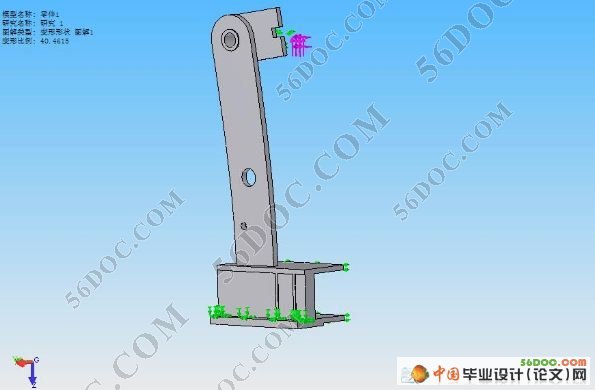
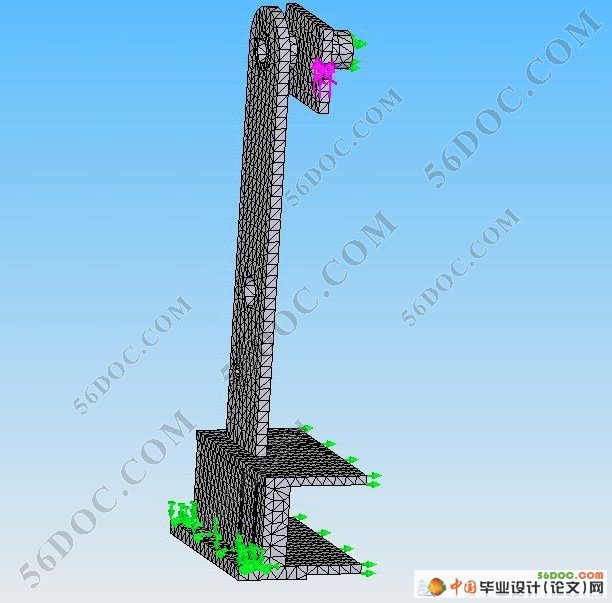
采用连续铸造方法,可以使全连续和自动化操作成为可能,提高了铸坯质量,减少了生产工序,降低生产成本,故在大型的钢铁企业中得到广泛地推广应用。本文介绍了最新连铸技术的发展趋势以及我国小方坯连铸生产技术的现状和发展情况。本文所研究的对象为小方坯连铸机拉矫机,采用渐进式五辊拉矫机。根据其工作环境和拉矫设备的力能参数,对R6000小方坯连铸拉矫机进行结构设计,并对减速机构加以设计研究,对主要零部件进行受力分析与强度计算,针对原设备制造、维护方面的薄弱环节加以改进。然后用Solidworks对机架进行三维造型,利用CosmosWorks进行有限元分析,较为直观的观察到其各处受应力,产生应变、位移等情况。
关键词: 连续铸造 拉矫机 强度计算 Solidworks
ABSTRACT
Using the continuous casting method, may cause continuous operation and the automation possibly, raising the slab quality, reducing production processes, reducing production costs .So the large-scale iron and steel enterprises widely pushed up the broad application. This article describes the latest continuous casting technology and the development trend, the status and development of China's small billet continuous casting production technology . In this article , the object of study is straightener for Small Billet Caster ,a gradual straightener with 5 rollers . According to their working environment and the equipment's strength parameters, carry on holistic structure design for R6000 Small Billet Caster straightener and design for reducer, also carry on the stress analysis and the strength calculation to the main spare part, improve something for the weak links of manufacturer and maintenance for the original equipment. Then we carry on the three dimensional modeling to the rack with Solidworks, doing the finite element analysis with CosmosWorks .Then we can more direct-viewing observe its situation of each place subject to stress, strain, displacement and so on.
Keywords : straightener structural design strength calculation finite element
本文介绍了国内外小方坯连铸技术的现状及发展情况,重点研究了小方坯连铸设备及拉矫设备,进行结构设计分析。本文采用了渐进式矫直五辊拉矫机。对其拉矫设备的力能参数计算,包括小方坯连铸机的拉坯阻力和装引锭杆时拉矫机的阻力等。对主要零部件进行受力分析与强度计算,包括轴的校核,轴承的选择与校核,键的选择与校核等。并设计了二级减速器,根据其工作环境和力能参数选用TOP型蜗轮蜗杆减速器。用Solidworks对机架进行三维造型,利用CosmosWorks进行有限元分析,较为直观的观察其各处受应力,产生应变、位移、变形等情况。
小方坯连铸机拉矫设备结构设计
2.1 小方坯连铸机拉矫设备及主要参数【1】【2】【4】
在各种连铸机中都必须有拉矫机,已便将引锭杆及与其凝结在一起的铸坯连续拉出结晶器,然后经过二次冷却支承导向装置使铸坯进入拉坯机。铸坯出拉辊后便可脱锭(即将引锭杆与铸坯分开)。在实际的弧形连铸机中,拉坯和矫直这两道工序常是在同一个机组里完成的,故统称其拉坯矫直机(简称拉矫机)。拉矫机是连续拉出铸坯、矫直铸坯与切断成坯的主要设备,在设计和使用上应满足生产工艺的下述基本要求:
(1) 应具有足够的拉坯和矫直能力,以适应生产上可能出现的最大阻力,但应备有可靠的过载保护措施;
(2) 驱动系统应具有良好的调速性能,并能实现反转,拉坯速度一般应与结晶器的振动速度实现连锁;
(3) 为了适应连续、高温的工作条件,设备应有足够的强度和刚度,并采用有效的方法对设备本体进行冷却,以防止变形;
(4) 在结构上要能适应铸坯断面在一定范围内的变化,并允许不能矫直的铸坯通过,以及在多机多流连铸机上对其结构的特殊要求;
(5) 采用多辊拉矫机时,可考虑为实行液心拉矫和压缩浇铸新工艺创造条件。
2.1.1 拉矫机的型式
2.1.1.1 单点矫直拉矫机
单点矫直拉矫机由4个辊及机架组成(如下图2-1),前边一对辊用来拉坯和送引锭杆,后两个辊分下矫直辊和上矫直辊,由拉坯辊和上、下矫直辊构成三点,形成力的杠杆作用,矫直铸坯。拉坯辊与下矫直辊设有传动装置,上矫直辊为自由辊,由液压缸或气缸压下。
拉坯辊设在弧线上,下矫直辊布置在弧形的切点上,这样既在送引锭杆时顺利把引锭杆送入结构器,同时防止在矫直过程中把矫直力通过铸坯压在扇形段的最后一个辊上,从而引起夹辊过载,损坏夹辊。
上、下拉坯辊如果采用同一传动机构时,其直径是不同的。因为引锭杆或铸坯有一定的厚度,所以上下辊的拉坯速度不同,
这种单点矫直拉矫机一般用于早期板坯连铸机的全凝矫直上,现代大型板坯连铸机的拉矫机,每个传动辊分别设有单独的传动装置,各传动辊的速度由自设电动机调整,调速灵活,操作方便。,
2.1.1.2 多点矫直拉矫机
单点矫直铸坯时,连铸机的弧形线只有一个曲率半径,矫直时应变量大,应变速率大。如果用来矫直带液心的铸坯,在剪切应力的作用下,其弯曲中性面与一般假设的中性面的位置不同,增大了铸坯产生内裂的危险性。采用多点矫直,把集中到一点的应变量分散到几个点逐渐完成,从而减轻和消除铸坯产生内裂的危险性。
多点矫直拉矫机布置在弧形段内(如下图2-2所示)。图中第3扇形段和第4扇形段的28号辊、30号辊、33号辊和35号辊为矫直辊,它们的曲率半径分别为5700ram、7200mm,11000mm和无限大。
合理计算各矫直点的曲率半径和安排各矫直点的位置,把矫直的总应变量合理分配到各矫直点,是设计多点拉矫机的关键,既矫直铸坯,又保证铸坯不产生内裂纹。
多点拉矫机的矫直辊分配在各扇形段,位于基本半径弧内的扇形段,各辊子的弧形半径是相等的,而在拉矫区内扇形段的矫直辊的弧形半径是不相同的,在结构上二者是完全一样的。

目录 18000字
1. 绪论 1
1.1 连铸的优点 1
1.2 国外连铸的发展情况 1
1.3 我国小方坯连铸生产技术现状及发展 2
1.4 最新连铸技术的发展 3
1.5 小方坯连铸机生产工艺与主要设备概述 6
2. 小方坯连铸机拉矫设备结构设计 8
2.1 小方坯连铸机拉矫设备及主要参数 8
2.2 原设备制造、维护方面的薄弱环节及改进措施 14
3.小方坯连铸机拉坯设备的力能参数计算 15
3.1 小方坯连铸机的拉坯阻力 15
3.2 装引锭杆时拉矫机的阻力及功率 20
3.3 电动机类型的选择与验算 21
4. 二级减速器设计 21
4.1分配传动比 21
4.2二级减速器蜗轮蜗杆减速器的设计计算 22
4.3 减速器的维护与润滑 26
5.主要零部件的受力分析与强度计算 27
5.1 蜗杆轴的设计校核 27
5.2 驱动辊的设计校核 36
5.3 蜗杆轴承的选择及校核 43
5.4 键的选择及校核 47
6.三维造型和有限元分析 48
6.1 有限元方法简介 48
6.2 机架有限元分析 48
总结 54
致 谢 55
参考文献 56
|
