基于三坐标测量仪的油泵体零件检测方案制订与实施(含任务书,开题报告,外文翻译,毕业论文37000字,进度检查表)
摘 要
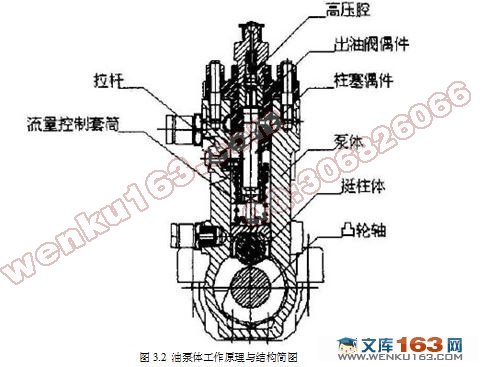
油泵体是不断把发动机油低壳里的机油送出去以达到润滑发动机各个需要润滑的零部件的目的,它依靠一对齿轮的高速旋转运动输送油。转运动输送油。当一对齿轮在泵体内作高速啮合传动时,啮合区内右边空间的压力降低而产生局部真空,油池内的油在大气压的作用下进入油泵低压区内的吸油口,随着齿轮的转动,齿槽中的油不断地沿着路径方向被带到左边的压油口将油压出,并输送到机器中需要润滑的地方。油泵体在整个机油泵中起着很重要的作用。泵体的尺寸精度、表面粗糙度直接影响机油泵的工作稳定性和泵的寿命。
在以往测量油泵体的过程中,由于油泵体的位置公差多、控制要求严,检测手段落后,因而一直存在测量效率低,测量精度差等一系列的问题,随着科技的发展,生产效率的问题,三坐标测量仪以其精确的测量数据被广泛的应用于生产中。因此三坐标测量油泵体方案的制定与实施的研究课题由此展开。
首先,以点代面,确定研究的方向和重点放在对泵体的关键尺寸的测量上,明确了关键尺寸及其涉及的测量内容。为了对新的测量方法有一个全面认识,简要地对被测要素的测量理论和现有的测量方法进行介绍。
其次,作为本课题的研究重点,论文对三坐标测量仪的测量原理、基本测量要素的三坐标测量原理以及本课题所涉及的关键位置尺寸在三坐标上如何测量及其简化测量方法进行了论述。主要通过油泵体测量的程序的介绍,对测量程序的构成和控制重点进行了论述。同时,论文还对三坐标测量仪的各种性能参数及其选购注意事项进行了简要的分析。
考虑到测量和加工工艺的密切联系,论文对泵体的加工主体工艺进行了介绍。为强调测量应与加工相结合,重点按不同的加工方式,如数控加工中心、通用加工设备而展开测量方法的研究,从而明确了针对不同的加工方法所需要控制的重点。由此得出只有有效的结合加工工艺,三坐标测量才能真正的提高检测效率。
分析和处理在测量过程中引起的测量误差是本文研究的另一个重点。论文对三坐标在泵体测量过程中存在的问题进行了介绍,并针对具体问题,通过一定的数据分析,研究了其产生的原由及其解决方法。强调在三坐标测量过程中,误差产生的原因是多方面的。单单依靠测量仪的精度,而忽视测量方法的研究,必定会导致测量误差的产生。同时,对在具体测量过程中需要注意的几个问题进行了介绍。
最后,论文简要地论述了三坐标测量在泵体检验过程中的具体应用及其作用。针对新型生产方式对生产过程控制的要求,明确三坐标测量仪在具体过程控制中的应用。
关键词:油泵体,三坐标,测量,误差
Abstract
Pump stock is the principle part of fuel injection pump. In the past check process, because of various positional tolerance、rigorous control needs 、backward detecting means, low measure effect、poor measure ,accuracy and other programs always exist. With the fast and fast development of new product open-up and more various processing methods, how to improve measure methods to fit more strict needs to process control is the urge program to solve in measure field of our company. According to practical situation “(our company have purchased a CMM and three height gauges to improve measure equipment), at present, focal point is the research about advanced measure method and how to inseparably effective jion advanced measure method with practical check work together. This research thesis is based on it.
First, thesis makes clear to put research direct and emphasis on measure of new product’ dimension and relative measure requirement. To have a overall understanding, thesis also make a simply introduction of measure theory about relative element under test and owned measure method.
Second, as the focal point of research, thesis gives expound to measure principle of CMM、three co-ordinate measure principle of basis element under test and how to measure and simplify measure on measure of relative key position dimension in CMM. In this chapter, thesis also gives a principal analysis of different proformance index of CMM and item on how to purchase.
Third, to point out the link between measure and processing method, thesis gives introduce of main processing method, emphasis the join between measure and processing. Measure should spread out on basis of different processing method, for instance, numerically-controlled machining center、general manufacturing installation, definite main control point to different processing method. Thesis points out that CMM can really improve check effect, this must depend on effective join with manufacture process.
Forth, how to analysis and deal with measure error caused in measure process is another important research content, thesis introduces main problems in pump stock measure using CMM, and to concrete problem, through regular data analysis, thesis states that which cause these problems and how to solve. Thesis also emphasis that, in measure process, there are many element which can cause error. Only put eye on accuracy of measuring machine, but omit research of measure method, this must cause error. There are several programs to notice in measure process in this chapter.
Last, thesis concisely shows clear concrete apply and function of CMM in pump stock check process. It also make clear concrete usage in processing control of CMM, which is aimed at production process require to new production system.
Final, combining practical apply needs, thesis gives several aspects of develop direction of CMM.
Key words: fuel injection punp, CMM, measure, error
本课题达到的要求
熟悉油泵体,了解油泵体的尺寸、形位公差以及表面粗糙度,确定泵体的关键尺寸,改进泵体的测量方法,分析泵体的尺寸、形位公差。
熟悉三坐标测量仪的工作原理与结构。了解三坐标测量仪,并能够熟悉的操作三坐标测量仪,了解三坐标测量仪的方法的实施和应用研究 。制定出三坐标测量仪对油泵体的检测方案,并且能够分析测量误差。
最后对油泵体的测量和三坐标测量仪的应用提出改进意见。
目 录
摘 要 III
目 录 V
1 绪论 1
1.1 本课题的研究内容和意义 1
1.2 国内外的发展概况 1
1.3 本课题达到的要求 2
2 三坐标测量仪介绍 3
2.1 三坐标测量仪简介 3
2.2 三坐标测量仪的工作原理及其组成 3
2.3 三坐标测量仪的主要特征 4
2.4 三坐标测量仪应用领域 5
2.4.1 三坐标测量仪在模具行业中的应用 6
2.4.2 三坐标测量仪在汽车行业的应用 6
2..4.3 三坐标测量仪在发动机制造中的应用 7
3 改进油泵体测量,用三坐标测量仪测量油泵体 8
3.1 改进油泵体测量的重要性 8
3.1.1 改进泵体是许多公司产品发展的需要 8
3.1.2 改进油泵体测量是生产方式转变的需要 8
3.2 油泵体关键尺寸的确定 9
3.3 三坐标测量仪在油泵体生产过程控制中的应用 11
3.3.1 生产过程控制的必要 11
3.3.2 生产过程控制的具体实施 12
3.3.3 油泵体过程控制的实施重点 13
3.4 三坐标测量仪在油泵体测量中所起的作用 13
3.4.1 提高检测效率 13
3.4.2 加强设备管理 13
3.4.3 降低检测装置的投入 14
3.4.4 降低检测工作强度 14
4 制定油泵体检测方案 15
4.1 泵体关键尺寸测量的实现方法 15
4.2 了解油泵体的测量要素 15
4.3 泵体基本测量要素的测量 15
4.4 泵体位置尺寸的测量 16
4.4.1 位置度的三坐标测量 17
4.4.2 同轴度的三坐标测量 18
4.5 检测方案编制 20
5 实施检测方案 21
5.1 三坐标测量的测量准备 21
5.1.1 测量准备 21
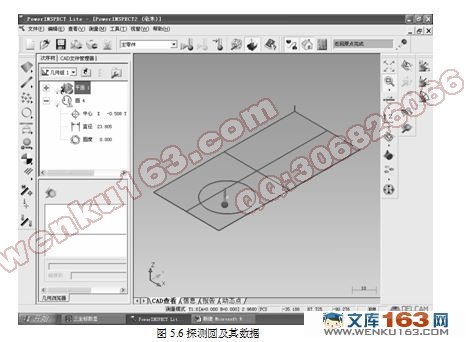
5.1.2 数据采集 23
5.1.3 数据处理 24
5.2 进行测量并对油泵体关键尺寸测量的理论分析及现行测量方法研究 24
5.2.1 油泵体平面测量与分析 24
5.2.2 孔径测量与分析 25
5.2.3 孔距测量与分析 27
5.2.4 位置公差的测量分析 28
5.2.5 垂直度测量与分析 29
5.2.6 平行度测量与分析 32
5.2.7 位置度测量 35
5.2.8 同轴度的测量 37
6 油泵体测量中存在的问题及改进方法 39
6.1 三坐标测量过程中存在的问题 39
6.1.1 概述 39
6.1.2 测量数据 39
6.2 测量分析及其解决方案 40
6.2.1 测量误差概述 40
6.3 三坐标综合精度的简单评估 43
6.4 垂直度测量误差 44
6.5 测量注意问题 46
6.5.1 清洗问题 46
6.5.2 采集点数量问题 46
7 结论与展望 48
7.1 结论 48
7.2 展望 48
致谢 49
参考文献 50
|