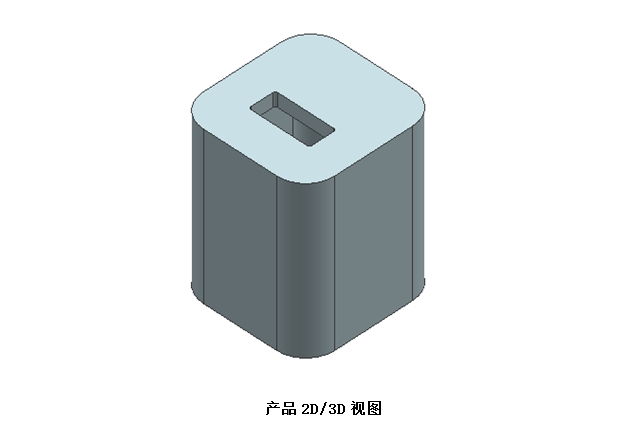
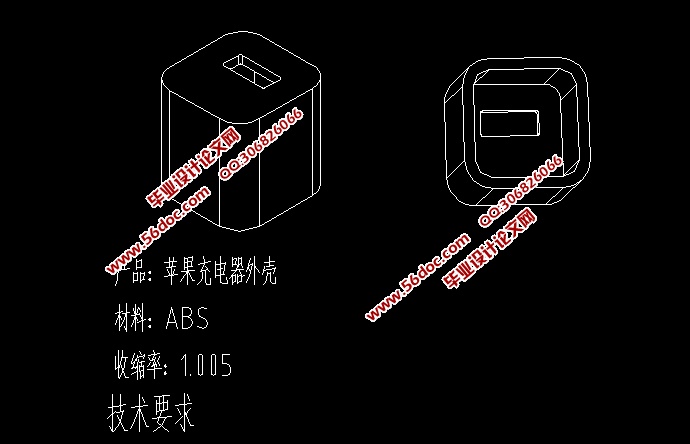
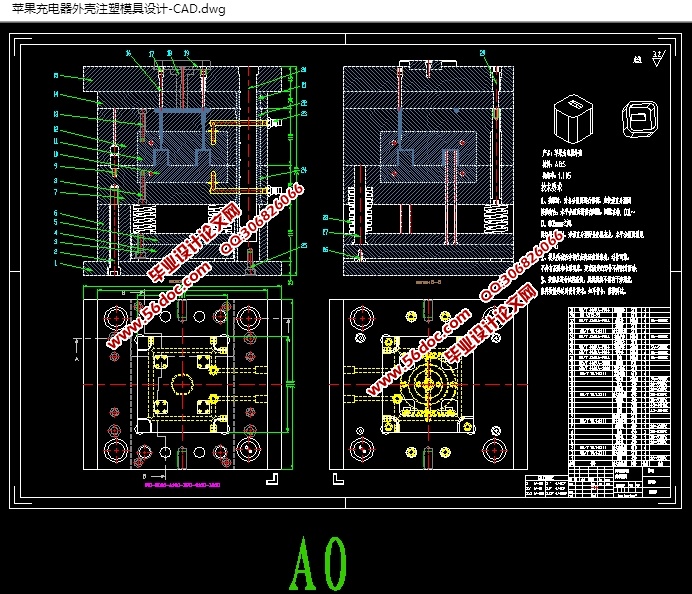
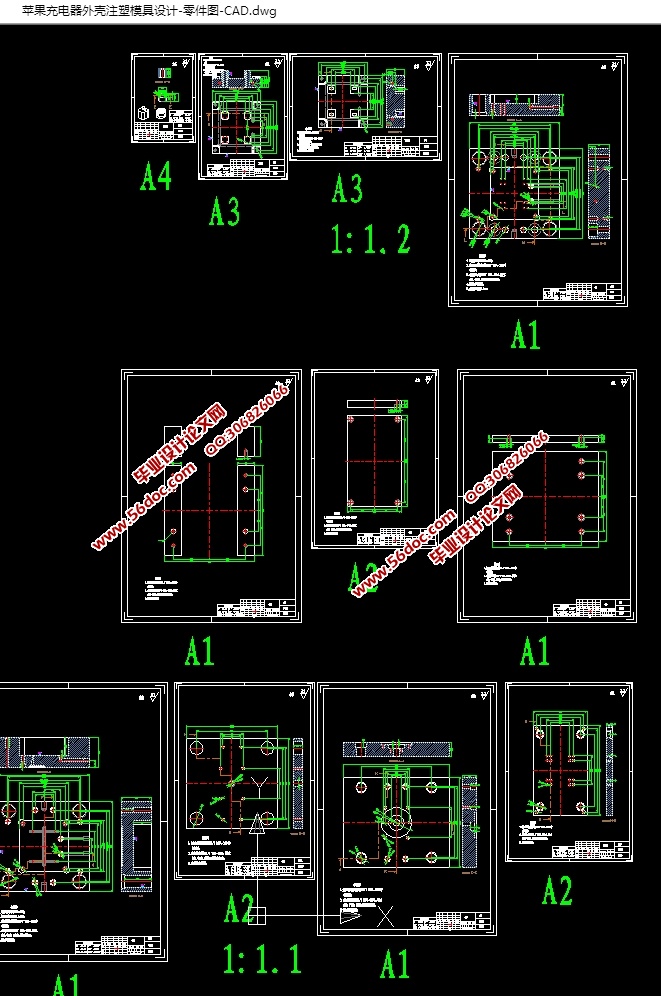
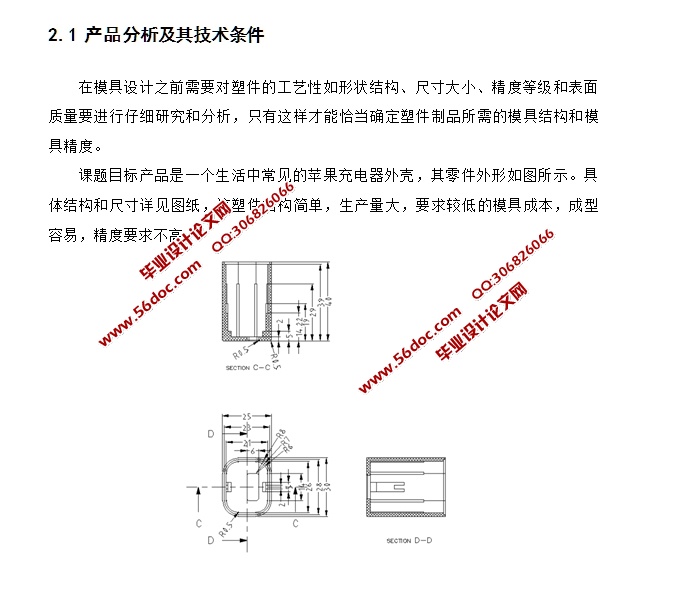
苹果iPhone充电器外壳注塑模具设计(含CAD零件装配图,UG三维图) 来源:wenku163.com 资料编号:WK16310565 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK16310565 我要下载该资源 资料介绍 苹果iPhone充电器外壳注塑模具设计(含CAD零件装配图,UG三维图)(论文说明书13900字,CAD图纸12张,UG三维图) 根据塑料制品的要求,了解塑件的用途,分析塑件的工艺性、尺寸精度等技术要求,考量塑件制件尺寸。本模具采用一模四腔,点浇口进料,注射机采用80XB型号,设置冷却系统,CAD和UG绘制二维总装图和零件图,选择模具合理的加工方法。附上说明书,系统地运用简要的文字,简明的示意图和和计算等分析塑件,从而作出合理的模具设计。 关键词:机械设计;模具设计;CAD绘制二维图;UG绘制3D图。 2 塑件分析 2.1 产品分析及其技术条件 在模具设计之前需要对塑件的工艺性如形状结构、尺寸大小、精度等级和表面质量要进行仔细研究和分析,只有这样才能恰当确定塑件制品所需的模具结构和模具精度。 课题目标产品是一个生活中常见的苹果充电器外壳,其零件外形如图所示。具体结构和尺寸详见图纸,该塑件结构简单,生产量大,要求较低的模具成本,成型容易,精度要求不高。 塑件的尺寸精度直接影响模具结构的设计和模具的制造精度。为降低模具的加工难度和模具的制造成本,在满足塑件要求的前提下尽量把塑件的尺寸精度设计得低一些。由于塑料与金属的差异很大,所以不能按照金属零件的公差等级确定精度等级。根据任务书和图纸要求,本次产品尺寸均采用MT5级精度,未注采用MT8级精度。 塑件的表面要求越高,表面粗糙度越低。这除了在成型时从工艺上尽可能避免冷疤、云纹等疵点来保证外,主要是取决于模具型腔表面粗糙度。塑料制品的表面粗糙度一般为Ra 0.02~1.25 之间,模腔表壁的表面粗糙度应为塑件的1/2,即Ra 0.01~0.63 。模具在使用过程中由于型腔磨损而使表面粗糙度不断增加,所以应随时给以抛光复原。 该塑件外部需要的表面粗糙度比内部要高,为Ra0.8 ,内部为Ra1.2 。 2.2 塑件材料的确定 塑料是以树脂为主要成分的高分子材料,它在一定的温度和压力下具有流动性。可以被模塑成型为一定的几何形状和尺寸,并在成型固化后保持其既得形状而不发生变化。塑料有很多优异性能,广泛应用于现代工业和日常生活,它具有密度小,质量轻,比强度高,绝缘性能好,介电损耗低,化学稳定性高,减摩耐磨性能好,减振隔音性能好等诸多优点。另外,许多塑料还具有防水、防潮、防透气、防辐射及耐瞬时烧蚀等特殊性能。 此产品壁厚均匀,ABS性能优良,成本低廉,符合需求生产量大的要求,容易成型,对于本课题零件相当适用,所以在这选择其为产品的材料。 目 录 目 录 1 ABSTRACT 4 1 前言 5 1.1 课题背景 5 1.2 课题分析 7 2 塑件分析 8 2.1 产品分析及其技术条件 8 2.2 塑件材料的确定 9 2.3 塑件材料的性能分析 10 2.3.1基本特性 10 2.3.2成型性能 11 2.3.3主要用途 11 3 成型布局及注塑机选择 11 3.1 进胶方式选择 12 3.2 型腔的布局及成型尺寸 12 3.3 估算塑件体积质量 13 3.4 注塑机的选择和校核 13 3.4.1注射胶量的计算 13 3.4.2锁模力的计算 14 3.4.3 注塑机选择确定 15 表<1> HTF80XB注塑机参数 15 4 注塑模具设计 15 4.1 模架的选用 16 4.1.1模架基本类型 16 4.1.2模架的选择 16 4.1.3导向与定位机构设计 17 4.2 浇注系统的设计 18 4.2.1主流道设计 18 4.2.2分流道的设计 19 4.2.3浇口的设计 20 4.2.4冷料穴的设计 20 4.3 分型面的设计 21 4.4 成型零部件的设计 22 4.4.1成型零部件结构 22 4.4.2成型零部件工作尺寸的计算 24 4.4.3 凹模宽度尺寸的计算 25 4.4.4 凹模长度尺寸的计算 25 4.4.5 凹模高度尺寸的计算 25 4.4.6 凸模宽度尺寸的计算 25 4.4.7 凸模长度的计算 26 4.7.8 凸模高度尺寸的计算 26 4.4.9模具强度与刚度校核 26 4.6 脱模及推出机构 26 4.6.1脱模力 27 4.6.2推出机构 27 4.7 冷却系统的设计与计算 29 4.7.1冷却水道设计的要点 30 4.7.2冷却水道在定模和动模中的位置 30 4.7.3冷却水道的计算 31 4.8 排气结构设计 32 4.9 模具与注射机安装模具部分相关尺寸校核 32 5 结语 33 致谢 34 附图(2D/3D)装配图 35 参考文献 36