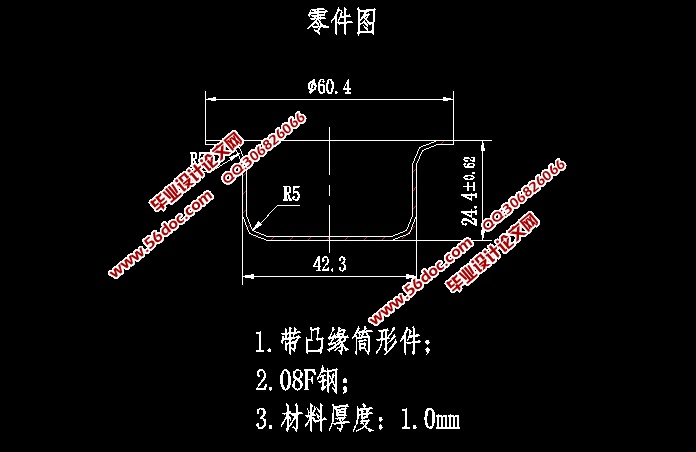
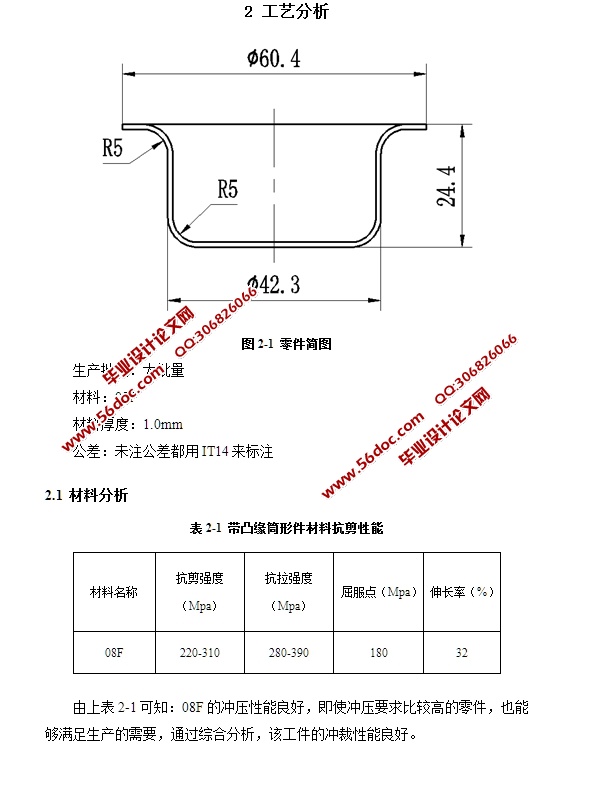
带凸缘冒形件模具设计(落料拉伸模)(含CAD零件图装配图) 来源:wenku163.com 资料编号:WK16310581 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK16310581 我要下载该资源 资料介绍 带凸缘冒形件模具设计(落料拉伸模)(含CAD零件图装配图)(论文说明书13000字,CAD图纸11张) 摘 要 此次是对带凸缘冒形件冲压模具设计,并对它的工艺过程进行分析,初步观察工件可知,此工件包含了常用的2道工序分别是落料、拉伸。若想要对该工件进行生产,需要设计一个复合模来实现。对于该模具的设计过程应尽量简单,且容易理解,充分利用以前学过的知识学以致用,进行系统的分析。 最初,对带凸缘冒形件做一次全方面的研究和探讨。研究的内容包括:结构的分析、所达到的精度、工序的安排能否合理等。设计出适合的排样方式,能够做到减少成本的目的;之后进行模具设计整体的工艺计算和分析,采用合理的设计方案。工艺分析和计算的内容有合理的方案的选择和工序的安排组合,依据材料来计算模具使用的冲压力,这样才能选择合适的压力机。对于模具刃口的选择和计算,如果要延长模具的使用时间,就要选择合适的凸凹模间隙;同时要保证工件的精度,就要保证刃口的精度。 标准件要根据凸凹模刃口尺寸计算出的数据和模具设计过程中的结构来选用合适的,做到标准化,然后完成装配图和主要零件的设计。最后为了满足实际生产的需要选取适合的标准模架,对压力机及模具高度进行校核和确定。 关键词:复合模,冲压工艺,模具设计 2 工艺分析 生产批量:大批量 材料:08F 材料厚度:1.0mm 公差:未注公差都用IT14来标注 2.1 材料分析 表2-1 带凸缘筒形件材料抗剪性能 材料名称 抗剪强度(Mpa) 抗拉强度(Mpa) 屈服点(Mpa) 伸长率(%) 08F 220-310 280-390 180 32 由上表2-1可知:08F的冲压性能良好,即使冲压要求比较高的零件,也能够满足生产的需要,通过综合分析,该工件的冲裁性能良好。 2.2 零件结构 带凸缘筒形件的结构相对比较简化,外形为直线和曲线结合,为带凸缘的锥形件,主要有落料工序以及拉伸工序组成。通过综合的分析,该零件进行冲裁生产能够满足实际的需要。 目 录 1 前 言 6 2 工艺分析 8 2.1 材料分析 8 2.2 零件结构 9 2.3 毛坯尺寸展开 9 2.4 尺寸精度 10 3 冲裁方案的确定 11 4 模具总体结构的确定 12 4.1 模具类型的选择 12 4.2 送料方式的选择 12 4.3 定位方式的选择 12 4.4 卸料、出件方式的选择 12 4.5 导向方式的选择 12 5 工艺参数计算 13 5.1 排样方式的选择 13 5.1.1 排样及搭边值的计算 14 5.1.2 步距的计算 14 5.1.3 条料宽度的确定 15 5.1.4 材料利用率的计算 15 5.2 冲压力的计算 16 5.2.1 冲裁力的计算 16 5.2.2 拉伸力的计算 17 5.2.3 卸料力与推件力的计算 17 5.2.4 总冲压力的计算 18 5.3 压力机吨位选择 18 5.4模具压力中心与计算 19 6 刃口尺寸计算 20 6.1 冲裁间隙的确定 20 6.2凸、凹模刃口尺寸的基本原则 22 6.3凸、凹模刃口计算的方法 22 6.4计算落料凸、凹模刃口尺寸 22 6.5冲裁刃口高度的确定 25 6.6拉深刃口尺寸的计算 25 7 模具主要零部件设计 28 7.1 凹模设计 28 7.1.1 凹模外形的确定 28 7.1.2 凹模刃口结构形式的选择 30 7.1.3 凹模精度与材料的确定 30 7.2 凸模的设计 30 7.2.1 凸模结构的确定 30 7.2.2 凸模材料的确定 30 7.2.3 凸模精度的确定 31 7.2.4 凸模的强度校核 31 对于圆形凸模: 31 7.3 卸料板的设计 32 7.3.1 卸料板外型设计 32 7.3.2 卸料板材料的选择 32 7.3.3 卸料板整体精度的确定 33 7.4 固定板的设计 33 7.5 垫板的设计 33 7.6 上下模座、模柄的选用 33 7.6.1 上下模座的选用 33 7.6.2 模柄的选用 34 7.7 模具材料选择与热处理 34 8 冲压设备的校核与选定 35 8.1 冲压设备的校核 35 8.2 冲压设备的选用 35 致 谢 37 参考文献 38 附表A 39