屏屏板零件冲压成形工艺及模具设计(含CAD零件装配图,工艺卡)
来源:wenku163.com 资料编号:WK16310665 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK16310665
资料介绍
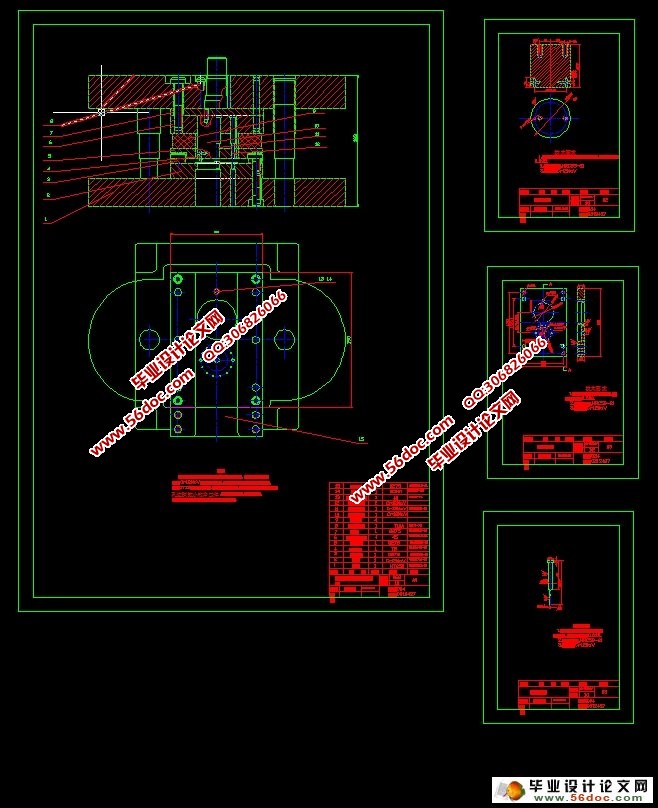
屏屏板零件冲压成形工艺及模具设计(含CAD零件装配图,工艺卡)(开题报告,论文说明书12000字,CAD图纸4张,工艺卡)
屏屏板工件采用冲孔落料级进模制造,级进模是一种工位多、效率高的冲模。在一副级进模上,根据冲压件的实际需要,按一定顺序安排了多个冲压工序(在级进模中称为工位)进行连续冲压。总之,级进模比单工序模生产率高,减少了模具和设备的数量,工件精度较高,便于操作和实现生产自动化。对于特别复杂或孔边距较小的冲压件,用简单模或复合模冲制有困难时,可用级进模逐步冲出。但级进模轮廓尺寸较大,制造较复杂,成本较高,一般适用于大批量生产小型冲压件。
此工件只有落料和冲孔两个工序。材料为黄铜H62,具有良好的冲压性能,适合总裁。工件结构相对简单,有一个Ø7mm的孔、一个Ø5mm的孔、两个Ø2.5mm的孔和十三个Ø1.5mm孔;孔与孔、孔与边缘之间的距离也要满足要求,最小壁厚为3.5mm(12个Ø1.5mm的孔与Ø55.5mm外圆、两个Ø3.5mm的孔与Ø55.5mm的外圆之间的壁厚)。
屏屏板的上面的形状公差为0.2mm。外圆轮廓的尺寸为Ø55.5 mm,未注公差均按IT13级精度制造,尺寸精度较低,普通总裁完全能够满足要求。
目录
1 绪论………………………………………………………………………………1
2 冲裁件的工艺性分析……………………………………………………………3
3 冲压工艺方案的确定……………………………………………………………4
4 主要的设计计算…………………………………………………………………5
4.1 排样方式的确定及计算……………………………………………………5
4.2 冲压力的计算………………………………………………………………6
4.3 压力中心的确定及相关计算………………………………………………8
4.4 工作零件刃口尺寸的计算…………………………………………………9
4.5 卸料橡胶的设计……………………………………………………………10
5 模具的总体设计……………………………………………………………………12
5.1 模具类型的选择…………………………………………………………12
5.2 定位方式的选择…………………………………………………………12
5.3 卸料、出件方式的选择…………………………………………………12
5.4 导向方式的选择…………………………………………………………12
6 主要零件的结构设计………………………………………………………………13
6.1 工作零件的结构设计…………………………………………………………13
6.1.1 落料凸模………………………………………………………………………13
6.1.2 冲孔凸模………………………………………………………………………14
6.2 凹模………………………………………………………………………………16
6.3 定位零件的设计…………………………………………………………………17
6.4 导料板的设计……………………………………………………………………18
6.5 卸料部件的设计…………………………………………………………………18
6.5.1 卸料板的设计……………………………………………………………………19
6.5.2 卸料螺钉的选用…………………………………………………………………19
6.6 模架及其它零部件的设计………………………………………………………19
7 模具总装图………………………………………………………………………………22
8 冲压设备的选用…………………………………………………………………………23
9 模具零件加工工艺………………………………………………………………………24
10 模具的装配………………………………………………………………………………27
|
