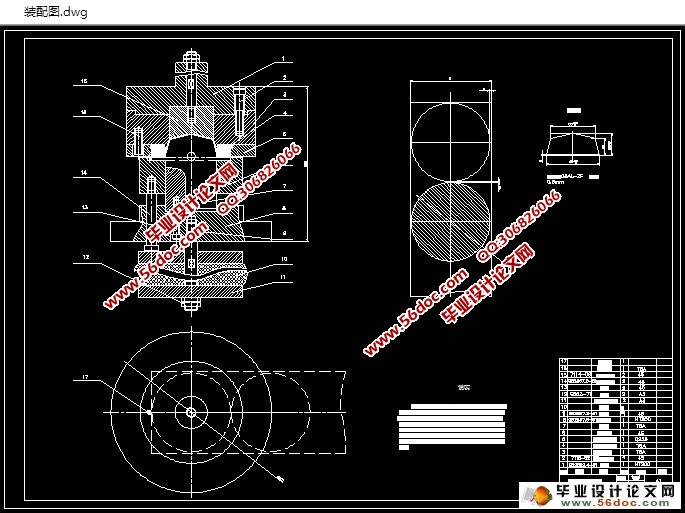
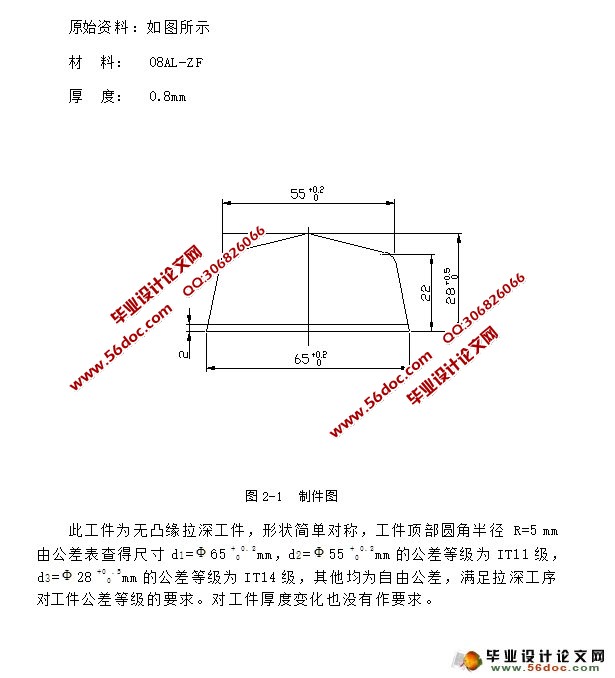
灯罩拉深工艺及冲压模具设计(含CAD零件装配图,工艺卡) 来源:wenku163.com 资料编号:WK16310701 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK16310701 我要下载该资源 资料介绍 灯罩拉深工艺及冲压模具设计(含CAD零件装配图,工艺卡)(中期检查表,论文说明书7300字,CAD图纸10张,工艺卡) 本设计题目为灯罩拉深模设计,体现了一般拉深零件的设计要求、内容及方向,有一定的设计意义。通过对该零件模具的设计,进一步加强了设计者冷冲模设计的基础知识,为设计更复杂的冷冲模具做好了铺垫和吸取了更深刻的经验。 本设计运用拉深工艺及模具设计的基础知识,首先分析了冲压制件的工艺及主要设计尺寸计算,为设计凸、凹模及其他零部件做好了准备;然后计算了总的冲压力,便于选取压力机;最后分析了冲压件的特征,确定模具的设计参数、设计要点及顶出装置的选取。 本冲压件为简单的旋转体,可一次拉深成形,由于倒装式复合模结构简单,又可以直接利用压力机的打杆装置进行推件,卸料可靠,便于操作,故本副模具才用倒装式复合摸。本副模具的设计中,其结构较正式的紧凑,因为可以利用下模的弹顶器进行压边,且压力和行程都较大。模具中的压边圈既起压边作用也起顶件作用,此外还起毛坯定位作用。推件采用刚性推件装置,由于推件块又是拉深件底部的成形凹模,因此拉深终了,推件块上顶面必须与模柄下底面刚性接触。凹模采用硬质合金以提高其寿命。 目 录 摘要……………………………………………………………………....1 绪论………………………………………………………………………1 第一章 灯罩工艺分析…………………………………………………..5 1.1 拉深件的工艺分析………………………………………………………………5 1.2 拉深工艺计算和工艺方案的确定………………………………………………5 1.2.1工艺方案的确定………………………………………………………………...6 第二章 主要设计计算…………………………………………………..6 2.1 计算毛坯尺寸……………………………………………………………………6 2.2排样及相关计算………………………………………………………………….6 2.3成形次数的确定………………………………………………………………….8 2.4冲压工序压力计算……………………………………………………………….8 2.5工作部分尺寸计算……………………………………………………………….9 2.6确定是否采用压边圈……………………………………………………………10 2.7选取凸模凹模的圆角半径………………………………………………………11 第三章 模具的总体设计………………………………………………11 3.1模具类型的选择…………………………………………………………………11 3.2定位方式的选择…………………………………………………………………11 3.3卸料出件方式的选择……………………………………………………………11 第四章 主要零部件设计………………………………………………11 4.1工作零件的结构设计…………………………………………………………...11 4.2其他零部件的设计与选用………………………………………………………13 第五章 模具总装图……………………………………………………16 第六章 冲压设备的选定………………………………………………16 第七章工作零件的加工工艺………………………………………….17 第八章 模具的装配……………………………………………………18 第十章 填写冲压工艺卡………………………………………………………….19 结束语………………………………………………………………………………24 致谢 ………………………………………………………………………………25 参考文献 …………………………………………………………………………26 表 格 清 单 1、 凸模加工工艺过程………………………………………………21 2、 冲压工艺卡………………………………………………………24