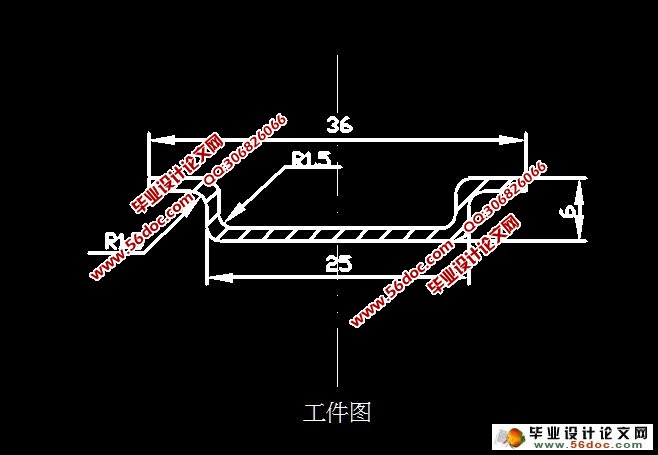
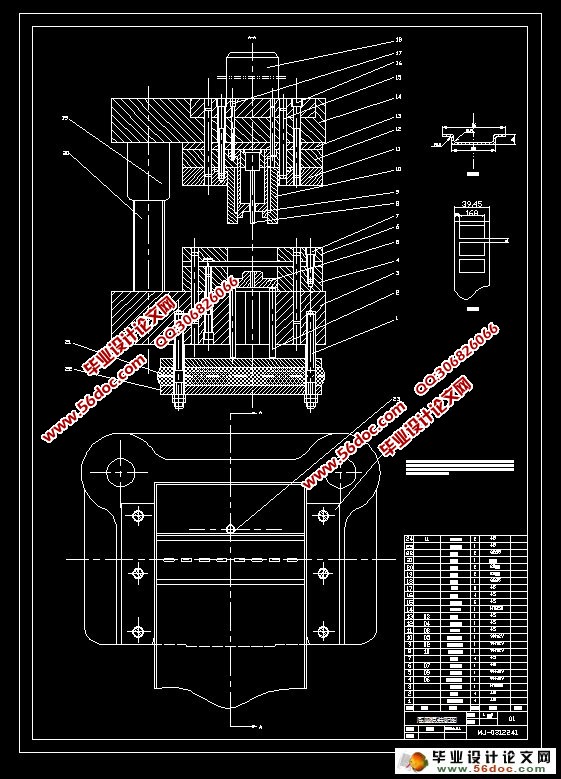
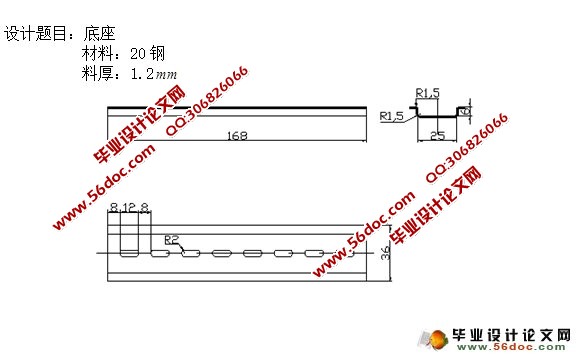
底座冲压成形模具设计(含CAD零件装配图,工艺卡) 来源:wenku163.com 资料编号:WK16310743 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK16310743 我要下载该资源 资料介绍 底座冲压成形模具设计(含CAD零件装配图,工艺卡)(任务书,开题报告,论文说明书9000字,CAD图纸11张,工艺卡) 冲裁件的工艺性是指冲裁件对冲裁工艺的适应性。对于本工件的冲裁工艺性本章主要从以下几个方面进行分析。 1.1 冲裁件的结构工艺性 该零件为弯曲件,尺寸较大,厚度适中,两边结构对称,不但排料方便,也可使凸凹模在弯曲时受力均匀。此工件的内形和外形有 的圆角,避免了尖角冲裁带来的不便,便于模具设计和加工,减少了热处理开裂以及冲裁时尖角处的崩刃和快速磨损。零件低部的8个孔与直壁之间满足关系式 。 1.2 冲裁件的尺寸精度和表面粗糙度 该零件的经济公差等级在IT13以下,角度公差大于 ,各个孔之间的距离也符合冲孔最小的距离。零件图中对表面粗糙度未做特殊要求,故在冲裁时只要求工件表面无明显的划痕即可,断面粗糙度 取 。分析适合冲压加工。 1.3 冲裁件的材料分析 冲压生产中冲压件材料的质量直接影响到冲压工艺设计和冲压件的质量。此工件所用材料为20钢,具有好的冲压性能和力学性能,很适合制作底座类零件。 目录 绪 论 1 一 零件工艺性分析 5 1.1 冲压件的结构工艺性分析 5 1.2 冲压件的尺寸精度和表面粗糙度 5 1.3 冲裁件的材料分析 5 二 拟订冲压件的工艺方案 6 三 工艺计算 7 3.1 毛坯尺寸及相对弯曲半径的计算 7 3.2 排样及相关计算 7 3.3 冲压力计算 8 3.4 初选压力中心 10 四 工作部分尺寸计算设计 4.1 弯曲模工作部分尺寸计算 11 4.2 落料模刃口尺寸计算 12 4.3 冲孔刃口尺寸计算 13 五模具总体设计 5.1 模具类型的选择 14 5.2 定位方式的选择 14 5.3 卸料、出件方式的选择 14 5.4 导向方式的选择 14 六 主要零部件设计 6.1 工作零件设计 15 6.2 定位零件设计 15 6.3 导料板设计 15 6.4 卸料部件设计 16 七 模架及其他零部件设计 7.1 模架设计 17 7.2 模柄设计 17 7.3 固定板设计 17 7.4 垫板设计 17 7.5 螺钉与销钉设计 18 八 冲压设备选用 19 九 模具的装配 20 设计总结 21 机械加工工艺过程卡 22 致谢 24 参考文献 25