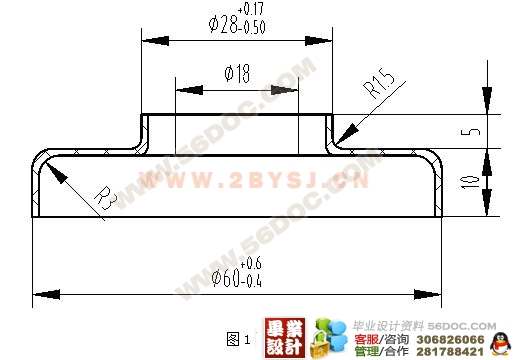
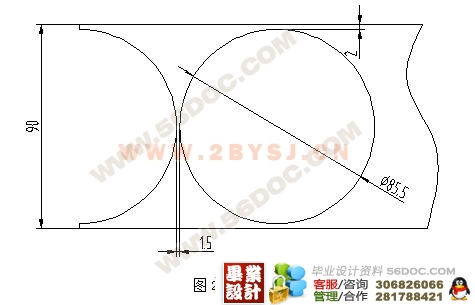
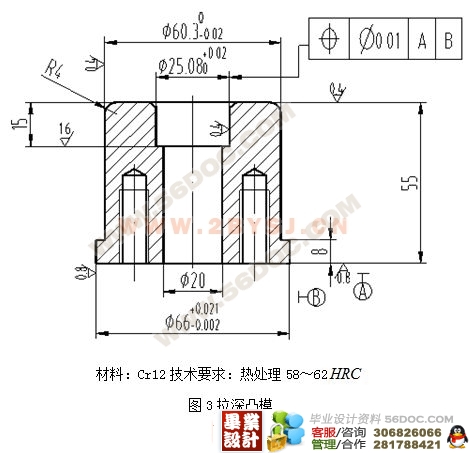
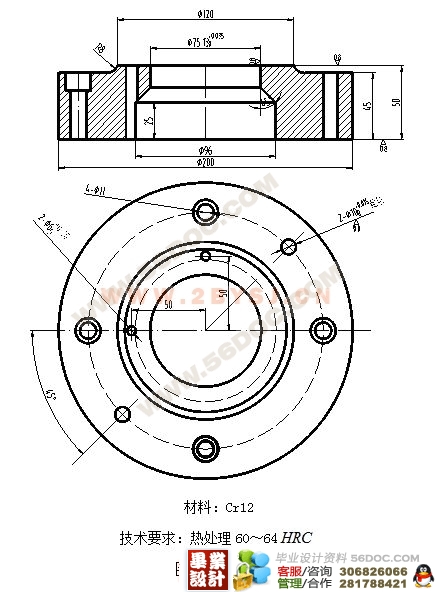
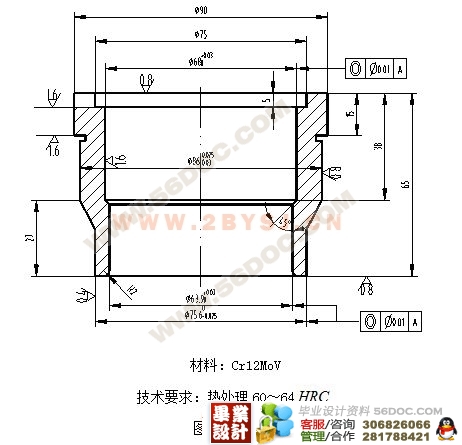
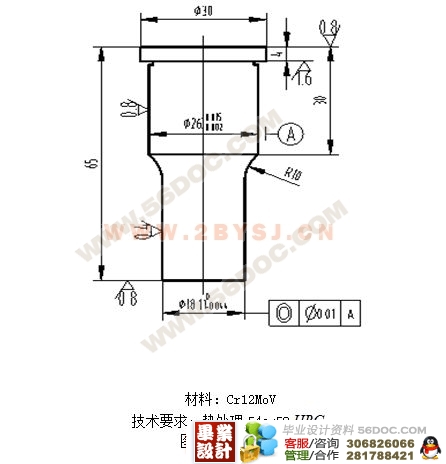
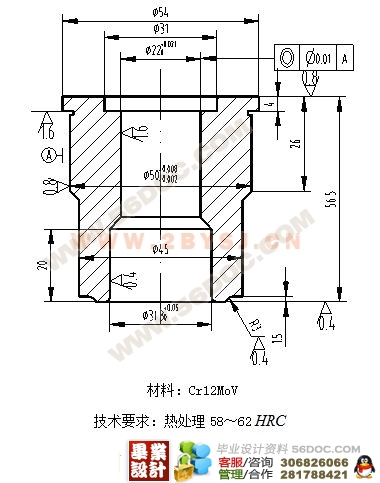
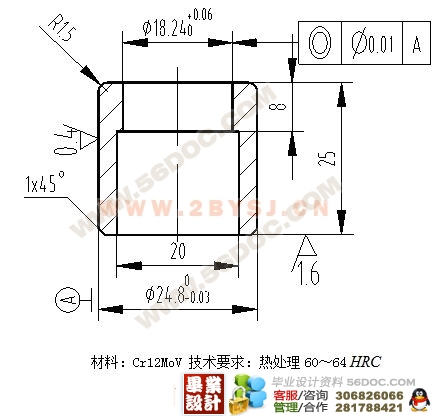
罩落料,冲孔,拉深,翻边复合模设计(附答辩记录) 来源:wenku163.com 资料编号:WK1633351 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK1633351 我要下载该资源 资料介绍 摘 要模具是工业产品生产使用的重要工艺装备,它以其自身的特殊形状通过一定的方式使原材料成型。现代工业生产中,由于模具的加工效率高,互换性好,节省原材料,生产成本低,所以得到广泛的应用。模具技术已成为衡量一个国家制造水平的重要标志之一。模具技术能促进工业产品的发展和质量的提高,并能获得极大的经济效益。模具是效益放大器,用模具生产的产品的价值往往是模具价值的几十倍、上百倍。在美国模具被称为点铁成金的磁力工业,德国则认为其是所有工业中的关键工业;日本认为模具是促进社会繁荣富裕的动力。本套模具设计,我所设计的是生活中极为常见的是与其它零件配合使用的顶罩,主要介绍的是冲压生产中应用最广泛的落料、冲孔、拉深、翻边工序,设计的模具是它整个生产过程一次成型的复合模。我首先对冲压工艺性件进行了分析,比较和确定工艺方案,然后进行主要工艺参数的计算,再进行模具的总体设计,选择合理的冲压设备,最后选择工作零件的加工工艺及模具的装配和试冲等十个步骤,完成了对整套模具的设计与制造。通过本次的毕业设计,我不仅巩固了所学中有关冷冲模具设计课程的内容,掌握冷冲压模具设计的方法和步骤,而且掌握了冷冲压模具设计的基本技能,如计算、绘图、查阅设计资料和手册,熟悉标准和规范等,使理论和生产实际知识综合运用,从而培养和提高了我独立工作的能力。我设计的罩模具,材料为 ,厚度 =1 .5 。其加工工序为落料、冲孔、拉深、翻边。 关键词:罩,落料,冲孔,拉深,翻边 设计要求:1. 按要求确定冲压工艺方案;2. 设计合理的模具结构;3. 合理的选用模具材料和压力机;4. 具有分析解决冲压工艺中质量问题的能力;5. 内容上注重理论与实践相结合;6. 在模具的设计、计算中要有自己的独特方法;7. 设计要全方位地表达模具的工作情况;8. 以这次毕业设计要加深对实践问题的理解;9. 取材要广泛,内容要丰富,讲述要详细,实用价值要高;10. 模具的设计要有效地体现出“以应用为目的”的特色,内容要精练,针对性、实用性要强。 冲压工艺方案的确定:该工件的加工从零件的形状上分析:先落料冲孔、再拉深翻边。根据这一加工顺序,可有三种不同模具结构供选用:方案一:落料-冲孔-拉深-翻边,采用单工序模具,则需要四套模具。方案二:落料-冲孔-拉深-翻边,采用复合模具,即只需要一套模具。方案三:落料-冲孔-拉深-翻边,采用级进模具,即先冲孔落料再拉深翻边,只需要一套模具。以上方案中的三种模具特点比较见下表1表1 模具特点比较 模具种类比较项目 单工序模 复合模 连续模冲件精度 较低 高 一般生产效率 较低 较高 高生产批量 适合大、中、小批量 适合大批量 适合大批量模具复杂程度 较易 较复杂 复杂模具成本 较低 较高 高模具制作精度 较低 较高 高模具制造周期 较快 较长 长模具外形尺寸 较小 中等 较大冲压设备能力 较小 中等 较大工作条件 一般 较好 好由于这样一个工艺按单工序模具来加工,则需四个工序,即需要四套模具。四台设备,模具制造费用大,生产效率低,且不容易保证尺寸精度,操作不便,也不够安全,所以方案一不合理。若采用模具级进则模具制造难度加大。工件的尺寸也不容易保证。生产效率也不高,所以方案三也不合理。而采用复合模制冲件时,由于这个工件的结构不太复杂而且轴对称,复合模的成本不是太高,制造的难度也不大,容易保证尺寸的精度,操作也方便,安全性好,生产效率高,所以综合考虑,方案二比较合理。 目 录设计任务书 I摘 要 II1 材料分析和模具结构的确定 11.1 冲压件工艺性分析: 11.2 冲压工艺方案的确定: 21.3 模具结构形式的确定 32 主要设计计算 52.1 毛坯尺寸计算 52.2 材料利用率的计算 62.3 确定排样方式 72.4 拉深次数计算 82.5 各工序的冲压力计算 82.6 冲裁功的验算 92.7 工作零件刃口尺寸计算 102.8 确定是否采用压边圈 112.9 压力中心的确定 112.10 拉深翻边工作零件尺寸计算 113 主要零部件的设计 133.1 工作零件的结构设计 133.2 支撑固定及卸料零件 174 其他零部件的设计与选用 204.1 弹性元件 20(毕业设计 )4.2 卸料螺钉 204.3 挡料销 204.4 模架及其他零部件的选用 205 模具的总体设计 225.1 模具类型的选择 225.2 定位方式的选择 225.3 卸料、出件方式的选择 225.4 导向方式的选择 225.5 压力机的选择 226 模具的总装图 247 模具零件加工工艺 268 模具的装配 27致 谢 28参考文献 29 参考文献[1] 第一机械工业部工人技术培训教材编审组编.冲压工艺学.北京:科学普及出版社,1982.[2] 许发樾编.模具标准应用手册.北京:机械工业出版社,1984.[3] 马正元等编.冲压工艺与模具设计.北京:机械工业出版社,1987.[4] 王秀凤等编.冷冲压模设计与制造.北京:航空航天大学出版社,2005.[5] 许发樾编.冲模设计应用. 北京:机械工业出版社,1999.6.[6] 万胜战等编.冲压工艺及模具设计.北京:中国铁道出版社,1995.[7] 魏峥等编.冷冲压工艺及模具设计教程.北京:清华大学出版社,2005.[8] 李硕本编.冲压工艺学.北京:机械工业出版社,1982.[9] 太田哲等编.冲压模具结构与设计图解.北京:国防工业出版社,1983.[12] 王孝培主编.冲压手册.北京:机械工业出版社,1990[13] 陈炎嗣等编.冲压模具设计与制造手册.北京:北京出版社,1991.[14] 郑可铨等编.实用冲模设计手册.北京:宇航出版社,1991.[15] 张鼎承等编.冲模设计手册.北京:机械工业出版社,1988.[16] 何德誉编.曲柄压力机.北京:机械工业出版社,1981.[17] 余最康等编.冷冲压模具设计与制造.南京:江苏技术出版社,1983.[18] 徐黎编.落料、冲孔压弯复合模设计.桂林:《模具工业》,1991.[19] 米正编.落料、冲孔拉深复合模.桂林:《模具工业》,1990.[20] 古华编.落料、冲孔成形复合模.桂林:《模具工业》,1990.[21] 何健编.防空落料冲孔翻边成形复合模.桂林:《模具工业》,1992.[21] 刘建超. 冲压模具设计与制造. 高等教育出版社,2004