锅柄冲裁模的设计与制造(级进模生产)(附答辩记录)
来源:wenku163.com 资料编号:WK1633400 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK1633400
资料介绍
摘 要
我国冲压模具无论在数量上,还是在质量、技术和能力等方面都已有了很大发展,但与国民经济需求和世界先进水平相比,差距仍很大,一些大型、精密、复杂、长寿命的高档模具每年仍大量进口,特别是中高档轿车的覆盖件模具,目前仍主要依靠进口。因而只有培养模具人才才能缩小我国同发达国家之间的距离。
这次毕业设计我设计的是锅柄冲裁模,利用的是级进模生产的。级进模,又称为多工位级进模、连续模、跳步模,它是在一副模具内,按所加工的工作分为若干等距离的工位,在每个工位设置一个或几个基本冲压工序,来完成冲压工作某部分的加工。被加工材料,事先加工成一定宽度的条料,采用某种送进方法,每次送进一个步距。经逐个工位冲制后,便得到一个完整的冲压工件。在一副级进模中,可以连续完成冲裁、弯曲、拉深、成形等工序。一般来说,无论冲压零件形状怎么复杂,冲压工序怎样多,均可用一副级进模冲成完成。
本设计重点是在分析冲裁变形过程及冲裁件质量影响因素的基础上,主要介绍冲裁件的工艺性分析、确定冲裁工艺方案、选择模具的结构形式、进行必要的工艺计算、选择与确定模具的主要零部件的结构与尺寸、校核模具闭合高度及压力机有关参数、绘制模具总装图及零件图都是这次设计的主要内容。
用于级进模的材料,都是长条状的板材。材料较厚、生产批量较少时,可剪成条料;生产批量大时,应选择卷料。卷料可以自动送料,自动收料,可使用高速冲床自动冲压。级进模对材料的厚度和宽度都有严格的要求。宽度过大,条料不能进入模具的导料板或通行不畅;宽度过小则影响定位精度,还容易损坏侧刃、凸模等零件。
本次设计不仅让我熟悉了课本所学的知识,而且我做了把所学到的知识运用到实践当中,更让我了解了级进模设计的全过程和加工实践的各种要点。
生产批量:中批量
材料:Q235-A钢
材料厚度:2mm
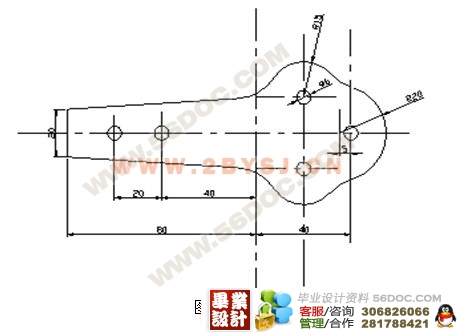
此工件只有落料和冲孔两个工序。材料为Q235-A钢,具有良好的冲压性能,适合冲裁。工件结构相对简单,有五个 的孔;孔与孔、孔与边缘之间的距离也满足要求,最小壁厚为10mm(大端3个 的孔之间与小端2个 孔之间的壁厚)。工件的尺寸全部为自由公差,可看作IT14级,尺寸精度较低,普通冲裁完全能满足要求。
冲裁工艺方案的确定:
该工件包括落料、冲孔两个基本工序,可有以下三种工艺方案。
方案一:先落料,后冲孔。采用单工序模生产。
方案二:落料—冲孔复合冲压。采用复合模生产。
方案三:冲孔—落料级进冲压。采用级进模生产。
方案一:模具结构简单,但需要两道工序两副模具,成本较高而生产效率低,难以满足中批量生产要求。
方案二:只需一副模具,工件的精度及生产效率都较高,但工件最小壁厚3.5mm接近凸、凹模许用最小壁厚3.2mm模具强度较差,制造难度大,并且冲压后成品保留在模具上,在清理模具上的物料时会影响冲压速度,操作方便。
方案三:也只需一副模具,生产效率高,操作方便,工件精度也能满足要求。通过对上述三种方案的分析比较,该件的冲压生产采用方案三为佳。
排样方案的确定及计算
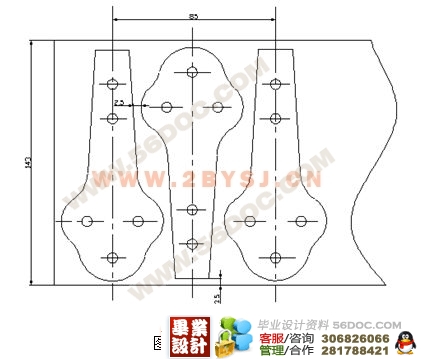
设计级进模,首先要设计条料的排样图。锅柄的形状具有一头大一头小的特点,直排样时材料利用率低,应采用直对排样,如图2所示的排样方法,设计成隔位冲压,可显著地减少废料。隔位冲压就是将第一遍冲压以后的条料水平方向旋转1800,再冲第二遍,在第一次冲裁的间隙中冲裁出第二部分工件。搭边值取2.5mm和3.5mm,条料宽度为143mm步距为96mm,一个步距的材料利用率为63%。查板材标准,宜选1000mmX2550mm的钢板,每张钢板可剪裁为7个条料(143mmX2550mm),每张条料可冲60个工件。
目录
摘 要 3
引 言 4
1 冲压件工艺性分析及冲裁方案的确定 5
2主要设计计算 7
2.1 排样方案的确定及计算 7
2.2 冲压力的计算 9
2.3 压力中心的确定及相关计算 10
2.4 工作零件刃口尺寸计算 11
2.5 卸料橡胶的设计 14
3模具总体设计 16
3.1 模具类型的选择 16
3.2 定位方式的选择 16
3.3 卸料﹑出件、导向方式的选择 16
4 零件的结构设计 18
4.1 落料凸模的设计 18
4.2 冲孔凸模的设计 18
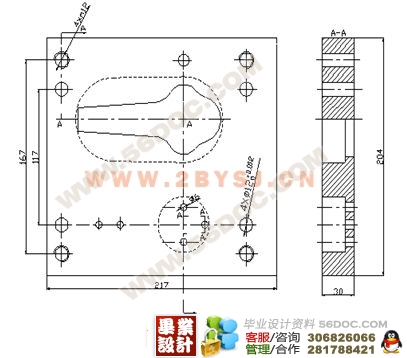
4.3 凹模的设计 19
5模具材料的选用及其它零部件的设计 21
5.1 模具材料的选用 21
5.2 定位零件的设计 22
5.3 料板及卸料部件的设计 23
(毕业设计 )
5.4 模架及其他零部件的设计 23
6 模具总装图及设备的选定 25
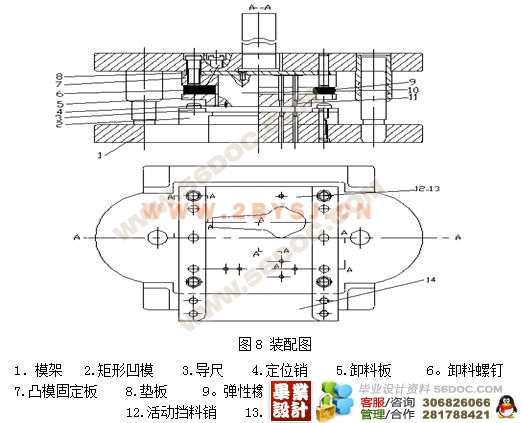
6.1模具的总装图 25
6.2 设备的选定 26
7 模具零件加工工艺 27
8 模具的装配和冲裁模具的试冲 29
8.1 模具的装配 29
8.2 冲裁模具的试冲 30
总结 33
致谢 34
参考文献 35
参考文献
[1] 张超英.《冲压模具与制造》 北京:化学工业出版社2003.6
[2] 罗学科.《模具识图与制图》 北京:化学工业出版社 2003.6
[3] 韩洪涛.《机械制造技术》 北京:化学工业出版社 2003.7
[4] 万本善.《实用冲模结构图解与冲压新工艺详图及常用数据速查速用手册》 北京科大电子出版社 2004.8
[5] 李铭杰.《冲模设计应用实例》 机械工业出版社 2003.8
[6] 王立刚 .《冲模设计手册》 机械工业出版社 2002.5
[7] 郭书彬.《最新冲压新工艺新技术与冲模设计图集及典型疑难实例应用手册》 机械工业出版社 2003.9
[8] 王芳.《冷冲压模具设计指导》机械工业出版社 1998.10
[9] 王刚.《冲模设计应用实例》 模具实用技术丛书编委会编 机械出版社
[10] 王秀凤,万良辉.《冷冲压模具设计与制造》 北京航空航天大学出版社 2005.4
[11] 成虹.《冲压工艺与模具设计》 高等教育出版社 2006.7
[12] 杨玉英,崔令江.《实用冲压工艺及模具设计手册》机械工业出版社2005.1
[13] 彭建生.〈〈模具设计与加工速查手册〉〉机械工业出版社2005.7
[14] 徐政坤.〈〈冲压模具及设备〉〉机械工业出版社2005.1 |
