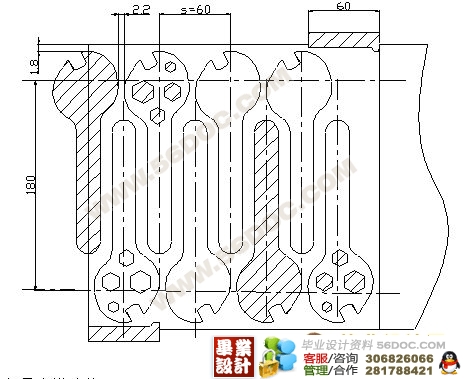
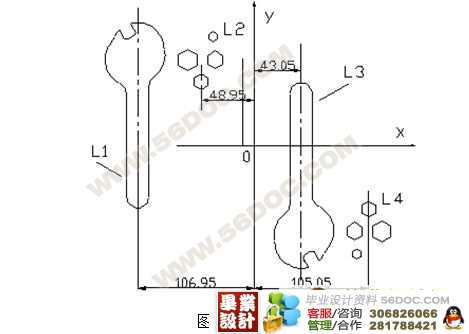
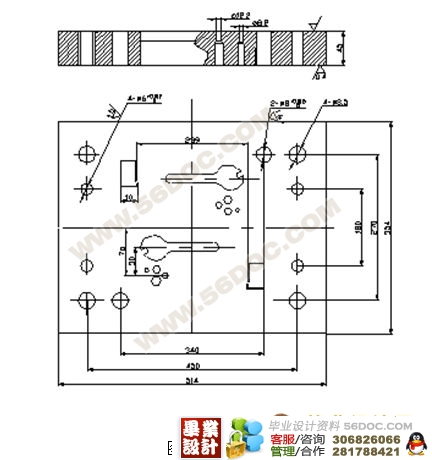
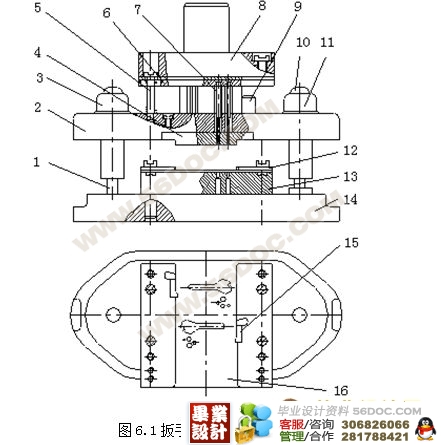
多功能扳手级进模设计与制造(附答辩记录) 来源:wenku163.com 资料编号:WK1633434 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK1633434 我要下载该资源 资料介绍 摘 要随着企业对专业人才的需求不断上升,模具行业开始被求职者广泛认同,有志投身这项工作的人也逐渐增加,于是部分培训机构专门开设了模具方面的课程。然而,目前模具设计及数控编程专业的在职人士在数控或其他方面还不能满足需要。这次毕业设计我设计的是扳手冲裁模,利用的是级进模生产的。级进模,又称为多工位级进模、连续模、跳步模,它是在一副模具内,按所加工的工作分为若干等距离的工位,在每个工位设置一个或几个基本冲压工序,来完成冲压工作某部分的加工。被加工材料,事先加工成一定宽度的条料,采用某种送进方法,每次送进一个步距。经逐个工位冲制后,便得到一个完整的冲压工件。在一副级进模中,可以连续完成冲裁、弯曲、拉深、成形等工序。一般来说,无论冲压零件形状怎么复杂,冲压工序怎样多,包括冲孔,落料,均可用一副级进模冲成完成。 本设计重点是在分析冲裁变形过程及冲裁件质量影响因素的基础上,主要介绍冲裁件的工艺性分析、确定冲裁工艺方案、选择模具的结构形式、进行必要的工艺计算、选择与确定模具的主要零部件的结构与尺寸、校核模具闭合高度及压力机有关参数、绘制模具总装图及零件图都是这次设计的主要内容。用于级进模的材料,都是长条状的板材。材料较厚、生产批量较少时,可剪成条料;生产批量大时,应选择卷料。卷料可以自动送料,自动收料,可使用高速冲床自动冲压。级进模对材料的厚度和宽度都有严格的要求。宽度过大,条料不能进入模具的导料板或通行不畅;宽度过小则影响定位精度,还容易损坏侧刃、凸模等零件。(毕业设计网 ) 本次设计不仅让我熟悉了课本所学的知识,而且我做了把所学到的知识运用到实践当中,更让我了解了级进模设计的全过程和加工实践的各种要点。 关键词:冲孔,级进模,排样 目 录目 录 11 冲压件工艺性分析及冲裁方案的确定 32 主要设计计算 52.1 排样方案的确定及计算 52.2 冲压力的计算 62.3 压力中心的确定及相关计算 72.4 工作零件刃口尺寸计算 82.5 卸料弹簧的设计 123 模具总体设计 133.1 模具类型的选择 133.2 定位方式的选择 133.3 卸料﹑出件、导向方式的选择 134 零件的结构设计 154.1 落料凸模的设计 154.2 冲孔凸模的设计 154.3 凹模的设计 165模具材料的选用及其它零部件的设计 195.1 模具材料的选用 195.2 定位零件的设计 205.3 料板及卸料部件的设计 215.4 模架及其他零部件的设计 216 模具总装图及设备的选定 236.1模具的总装图 236.2 设备的选定 247 模具零件加工工艺 258 模具的装配和冲裁模具的试冲 27(毕业设计网 ) 8.1 模具的装配 278.2 冲裁模具的试冲 28致 谢 30参考文献 31参考文献[1]钟毓斌.冲压工艺与模具设计.北京:机械工业出版社2000.5[2]罗学科.模具识图与制图.北京:化学工业出版社 2003.6[3]韩洪涛.机械制造技术.北京:化学工业出版社 2003.7[4]万本善.实用冲模结构图解.北京:科大电子出版社 2004.8[5]李铭杰.冲模设计应用实例.机械工业出版社 2003.8[6]王立刚 .冲模设计手册.机械工业出版社2002.5[7]郭书彬.最新冲压新工艺新技术与冲模设计图集.机械工业出版社 2003.9 [8] 王芳.冷冲压模具设计指导.机械工业出版社 2003.10[9] 王刚.冲模设计应用实例.模具实用技术丛书编委会编 机械出版社 2004.6[10] 王秀凤.万良辉.冷冲压模具设计与制造.北京航空航天大学出版社 2005.4 [11] 杨玉英.崔令江.实用冲压工艺及模具设计手册.机械工业出版社2005.1 [12] 彭建生.模具设计与加工速查手册.机械工业出版社2005.7 [13] 徐政坤.冲压模具及设备.机械工业出版社2005.1[14] 李德群.现代模具设计方法.机械工业出版社 2001.4[15] 刘建超.张宝忠.冲压模具设计与制造.高等教育出版社 2002.3[16] 模具制造手册编写组.模具制造手册.北京:机械工业出版社 2004.2[17] 李硕本.冲压工艺学.北京:机械工业出版社 2001.7