固定垫板冲裁模具设计(任务书,幻灯片ppt,论文说明书13000字,cad图纸)
摘 要
冲压制品已在工业、农业、国防和日常生活中的方面得到广泛应用,特别是在机械业中更为突出。机械产品的外壳大部分是冲压制品,产品性能的提高要求高质量的冲压模具和冲压性能,成型工艺和制品的设计。
冲压制品的成型方法很多。其主要用于是冲孔,落料,弯曲,拉伸等。而冲压模,约占成型总数的60%以上。当然如利用电气控制,可实现半自动化或自动化作业。
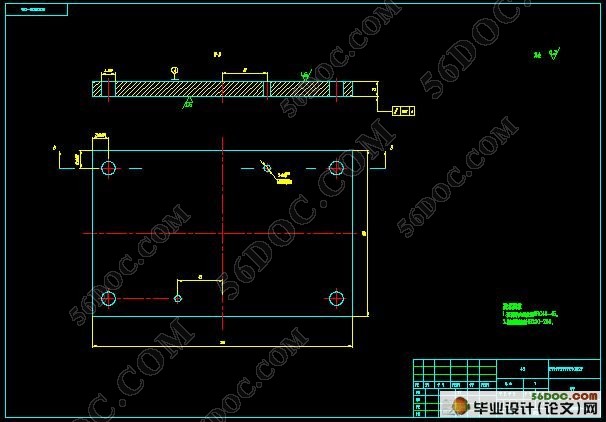
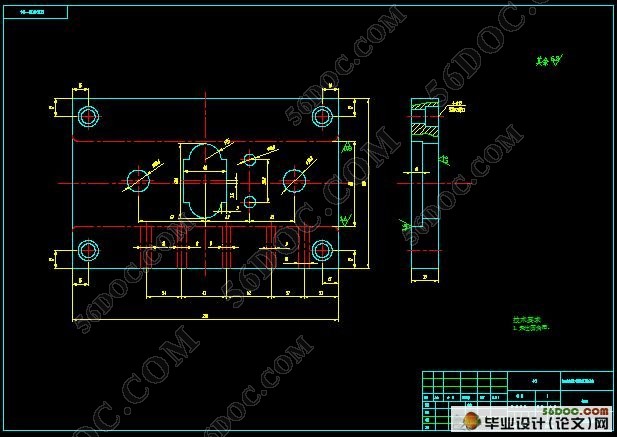
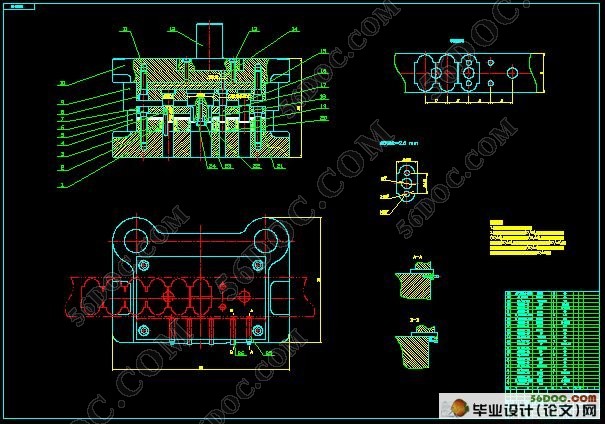
冷冲压冲裁模主要用于金属制品的成型,它是冲压制品生产中十分重要的工艺装置。冲压模的基本组成是:上下模座、模具垫板、下模固定板、凹模镶块、抬料钉、导料板、导柱导套、卸料板弹钉、卸料板等。
通过对冲裁图样零件的工艺性的正确分析,设计了一个连续冲裁冲孔落料模。本设计介绍了模具成型零件包括凸模、凹模及其他零件,如卸料板、固定板、垫板、导柱、导套等的设计和选用过程,重要零件的工艺参数的选择与计算,冲裁机构与送料挡料以及其它结构的设计过程,并对着重对模具的设计部分作了详细介绍。
关键词: 冲孔 落料 级进模 冲孔落料模
The blanking dies design of fixed plate
Abstract:
Stamping products has been extensively applied in the industry, agriculture, national defense and in the daily lives of area, especially in the machinery industry. mechanical products is the most pressing housing products, and the improvement of product performancer equires of high-qualityp erformance stamping molds ,stamping,process and product design.
There are many ways of molding products of stamping. It is mainly used for piercing ,blanking, bending, stretching etc. And stamping molds almost form more than 60 percent of the total number. For example ,electrical control can be realized as semi-automatic or automatic operation.
Cold-metal stamping die mainly used for the metal products, and it is very important in the production of stamping technology devices. The basic component of stamping molds is block model from top to bottom, backing strip,fixed-plate of mould, die inserts, raising nails, plate unloading, guidepillars and guide bushes, unloading bombs nail plate, stripper plate and so on.
Through to technological correct analysis of the blanking patterns components, has designed a continual blanking punching die blanking . This design introduced the mold formation components including the plunger, the lower die and other components like unload the yard lumber, the dead plate, the backing strip, the guide pillar, the guide busher and so on design and select the process, the technological parameter's choice and the computation of the important components, the blanking organization and the feeding keep off the material as well as other structure design process, and to has made the detailed introduction emphatically to mold's design parts.
Key words: piercing blanking lever enters of mold Punch holes cut dies
2.冲裁件工艺性分析和方案确定
2.1零件的工艺性分析
图样所示零件均未标注公差的一般尺寸,按惯例取公差等级IT12 级,符合一般冲压的精度要求,模具精度取IT9即可。
图样零件材为 Q235 钢板,能够进行一般的冲压加工,市场上也容易得到这种材料,价格适中。
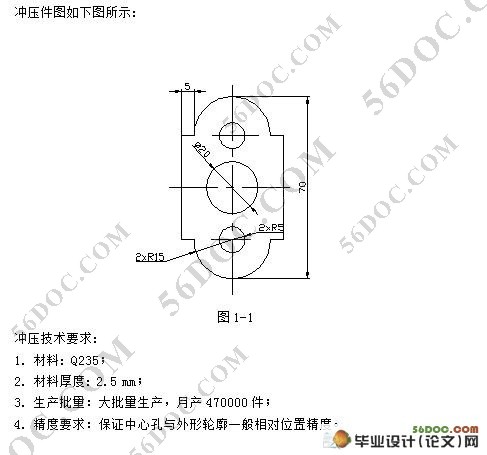
外形落料的工艺性: 零件属于中小零件,材料厚 t= 2.5 mm,外形简单,结构对称,是由圆弧和直线组成,尺寸精度要求一般,因此可用冲裁落料工艺。
冲孔工艺: 冲中心孔孔径为 20 mm,两小孔孔径为 10 mm,中心孔与两个小孔之间距离为5mm。材料Q235的抗剪强度 =310~380Mpa,一般冲孔模可冲压的最小孔径为d≥t=2.5 mm,故个孔均符合冲压工艺要求。孔尺寸精度要求一般可采用冲孔工艺。
综合以上几个方面的情况可认为图样所示主要冲压工序的工艺性良好。
2.2 确定合理冲压工艺方案
图样所示零件所需的基本工序为冲孔、落料。可拟定出如下工艺方案:
方案1.用单工序模分四次加工,即:冲孔(中心孔)—冲孔(小孔)--冲孔(小孔)—落料。
方案2.用单工序模和复合模分两次加工,即:落料---冲孔(中心孔和小孔)。
方案3.用复合模一次加工。
方案4.用级进模冲制。
采用方案1,2会使工件尺寸的积累误差加大,生产率低,操作不方便也不安全,但模具简单,制造周期短,不过工序分散,模具和设备数量要求多.采用方案3零件生产率提高,尺寸精度较好,使用的设备较少,产品质量高,但复合模具结构复杂,制造精度要求高,成本高,且模具寿命较低;采用方案4生产率提高,尺寸精度可以保证,模具寿命长,但设计制造也复杂;比较各个方案,方案4适合在大批量生产用任意几何形状板类零件,而且形状比较简单,内孔数量不太多,能够保证产品的质量,生产效率也高,使用寿命长,减少了模具和设备的数量,工件精度较高,便于操作和实现自动化生产,综合的生产成本方案4更经济,现确定用此方案进行生产。
根据给定的产量的要求,按每月22天/每天8小时计,实行单班生产,则每分钟的产量是45件,因此采用普通板人工送料,即可满足生产的需要,根据市场的供应情况原材料选1000mm 2000mm 2.5 mm热轧钢板。

|
