深筒件的冲压工艺及模具设计(含任务书,开题报告,外文翻译,毕业论文15200字,进度检查表,CAD图纸7张)
摘 要
冷冲压是利用安装在压力机上的冲模对材料施加压力,使其产生分离或塑性变形,从而获得所需要零件的一种压力加工方法。
冷冲压模具工业是国民经济的基础工业,是国际上公认的关键工业。模具生产技术水 平的高低是衡量一个国家产品制造水平高低的重要标志,它在很大程度上决定着产品的质 量,效益和新产品的开发能力。振兴和发展我国的模具工业,正日益受到人们的关注。
本设计的课题是深筒件的冲压工艺及模具设计,零件采用08钢,主要用先拉深成底部带有预冲孔的阶梯形圆筒件,然后再翻遍。用到的工序有落料拉伸工序、第二次拉伸工序、第三次拉伸工序及整形、冲翻边底孔ф11 工序、翻边工序、冲3个小孔工序、切边工序这些工序流程。本次设计设计了2副模具,一副落料拉伸模:模架采用后侧导柱导向模架;一副为冲3个小孔的冲孔模。零件采用单排方式,板材尺寸为1.5×900×1800mm。
关键词: 冷冲压;深筒件;模具设计
Abstract
Cold stamping is using presses installed in the die pressure on the material, make its produce a separation or plastic deformation, obtained from the required parts of a pressure processing method.
Cold stamping die industry is the foundation of the national economy industry, is internationally recognized as one of the key industries. Mold production technology level of high and low is a measure of a national product manufacture level of important symbol, it largely determines the quality of products, and new product development capability. Revitalization and development of mould industry in China, are increasingly being people's attention.
This design topic is Cold stamping technology and die design of tube parts, parts using 08 steel, mainly used to pull with pre punching deep into the bottom of the step cylinder, and then went through. Use process with blanking stretching process, the second stretching process, the third stretching process and plastic and flanging bottom hole ф 11 work procedure and three holes, flanging process, trimming process these processes. The two vice mould design design, a blanking tensile mold: mold frame with side guide column guide die set; A pair of blunt three holes of punching die. Parts adopt single method, board size is 1.5 * 900 * 1800 mm,
Key words: cold stamping;tube pieces;the mold design
研究内容
1.了解冷冲模具设计的方法和技巧。
2.了解深筒件的冲压工艺和主要部件的参数计算。
3.了解深筒件冲压模具标准件的选用。
4.了解深筒件冲压模具零、部件的设计。
5.了解深筒件冲压模具设计
拟采取的研究方法、技术路线、实验方案及可行性分析
(1)实验方案
使用CAD画出模具的三视图,标注好详细尺寸,然后进行数据分析,计算。
(2)研究方法
① 在CAD图纸条件下,分析模具的具体构造从而进行模具设计。
② 在CAD的分析下,对零件的数据进行分析设计模具。
预期成果:
达到预期的实验结论:使用CAD,画出零件的三维图,更清楚的能表现出零件的各项尺寸、图样,更有利于对冲压工艺的了解和设计出模具,又能保证较高的图像质量。

目 录
摘 要 IV
ABSTRACT V
目 录 VI
1 绪 论 1
1.1 本课题的研究内容和意义 1
1.2 国内外的发展概况 1
1.3 本课题应达到的要求 2
2 深筒件的分析 3
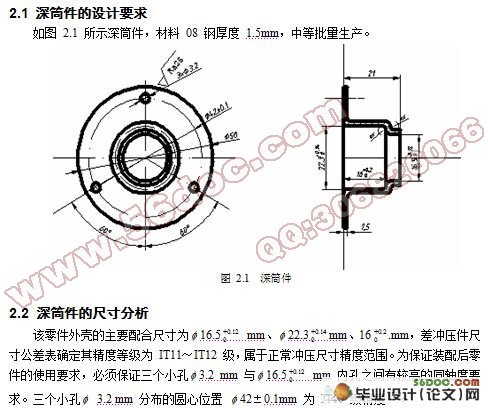
2.1 深筒件的设计要求 3
2.2 深筒件的尺寸分析 3
2.3 深筒件材料的选用 3
2.4 深筒件圆孔加工计算 4
2.5 深筒件加工工艺的分析 4
3 工艺方案的选择 5
3.1 毛坯直径计算 5
3.1.1 翻边变形程度的计算 5
3.1.2 深筒件翻边前半成品的尺寸计算 5
3.1.3 深筒件毛坯直径的计算 6
3.2 拉伸次数计算 6
3.3 工序的组合和顺序的选定 7
3.3.1 深筒件基本工序 7
3.3.2 冲压方案选择 7
3.3.3 方案比较 11
4 深筒件数据计算 12
4.1 零件排样方式选择 12
4.2 板料尺寸的选择 12
4.2.1 板料的利用率计算 12
4.3 材料消耗数据计算 12
4.4 各次拉伸是工件尺寸计算 13
4.4.1 首次拉伸半成品尺寸 13
4.4.2 二次拉深半成品尺寸 14
4.4.3 第三次拉深半成品尺寸 14
4.5 工序的压力计算和压力机的选取 15
4.5.1 落料拉深工序 15
4.5.2 第二次拉深工序 15
4.5.3 第三次拉深工序 16
4.5.4 冲孔翻边工序 17
4.5.5 翻边工序 19
4.5.6 冲三个小孔工序 19
4.5.7 切边工序 20
5 深筒件的模具设计 21
5.1 落料拉深复合模 21
5.1.1 模具结构形式 21
5.1.2 卸料弹簧选取 22
5.1.3 拉伸落料复合模模具相关尺寸设计 23
5.2 冲3个小孔模具设计 24
6 结论与展望 26
6.1 结论 26
6.2 不足之处及未来展望 26
致谢 27
参考文献 28
|
