ДюПлГхбЙЙЄвеМАЦфФЃОпЩшМЦ(КЌcadСуМўЭМКЭзАХфЭМ)(бЁЬтЩѓХњБэ,ШЮЮёЪщ,ПЊЬтБЈИц,жаЦкМьВщБэ,БЯвЕТлЮФЫЕУїЪщ13700зж,CADЭМжН14еХ)
еЊ вЊЃКБОЮФЩшМЦЕФЪЧДюПлЕФГхбЙЙЄвеЗжЮіКЭФЃОпЕФОпЬхНсЙЙЩшМЦЁЃЭЈЙ§ЖдДюПлЕФЙЄвеадЗжЮіЃЌбЁдёЗћКЯгкИјЖЈЬѕМўЕФзюгХЙЄвеЗНАИЃЌШчЃКбЁдёЛљБОЙЄађЃЌШЗЖЈЦфЫГађЃЌЙЄађЪ§ФПМАЙЄађзщКЯаЮЪНЁЃШЛКѓвдДЫЮЊЛљДЁЃЌЩшМЦГіГхбЙФЃОпжївЊСуМўЕФНсЙЙЁЃНсКЯЪЕМЪЃЌНјааКЯРэЁЂе§ШЗЕФЙцЛЎЁЃдкЩшМЦжаЃЌНщЩмСЫСуМўЕФХХбљЭМЁЂЖЈЮЛЩшМЦЁЂГхВУСІЕФМЦЫуКЭбЙСІжааФЕФМЦЫуЁЃдкЯъЯИЗжЮіДюПлСуМўЙЄвеЕФЛљДЁЩЯЃЌЩшМЦГіСЫМЖНјФЃетЬзФЃОпЃЌВЂЯъЯИНщЩмСЫМЖНјФЃФЃОпЕФНсЙЙКЭжївЊСуМўЁЃ
ЙиМќДЪЃКГхбЙЙЄвеЃЛФЃОпЩшМЦЃЛТфСЯЃЛДюПл
Design of Hasp Stamping Craft and Mold
Abstract: The design focus on both the analysis of Pessing technics of the hasp and the particular configuration design of die. It is based on the technical analysis of the branch nog on the Pendulum to choose a best craft procedure.For instance, basic procedure’s choosing ,basic procedure’s sequence confirmatio,the amount of the working procedure and the format of the procedure combination.After the steps upward, then it start the design of the main part of the pressing die.Relate with the practice to make the reasonable and correct layout.It’s presented on the design regarding the part sampleing makeup ,orientation design,calculation of puch forch and center pressing.Again,the design of the progressive die is based on the particular analysis of the part craft of the hasp.The main parts and configurations of the design have described on the paper in detail. Key words: stamping ; mold design ; blanking ; hasp
ЙЄМўВФСЯ
T10ЪЧЬМЫиЙЄОпИж,ЧПЖШМАФЭФЅадОљНЯT8КЭT9Ип,ЕЋШШгВадЕЭ,ДуЭИадВЛИпЧвДуЛ№БфаЮДѓЃЌОЇСЃЯИ,дкДуЛ№МгШШЪБВЛвзЙ§ШШ,ШдФмБЃГжЯИОЇСЃзщжЏЃЌДуЛ№КѓИжжагаЮДШмЕФЙ§ЪЃЬМЛЏЮя,ЫљвдФЭФЅадИп,гУгкжЦдьОпгаЗцРћШаПкКЭгаЩйаэШЭадЕФЙЄОпЁЃЪЪгкжЦдьЧаЯїЬѕМўНЯВюЁЂФЭФЅадвЊЧѓНЯИпЧвВЛЪмЭЛШЛКЭОчСвГхЛїеёЖЏЖјашвЊвЛЖЈЕФШЭадМАОпгаЗцРћШаПкЕФИїжжЙЄОпЃЌвВПЩгУзїВЛЪмНЯДѓГхЛїЕФФЭФЅСуМўЁЃ
ЬиадЃК T10ЪЧзюГЃМћЕФвЛжжЬМЫиЙЄОпИжЃЌШЭЖШЪЪжаЃЌЩњВњГЩБОЕЭЃЌОШШДІРэКѓгВЖШФмДяЕН60HRCвдЩЯЃЌЕЋЪЧЃЌДЫИжДуЭИадЕЭЃЌЧвФЭШШадВюЃЈ250ЁцЃЉЃЌдкДуЛ№МгШШЪБВЛвзЙ§ШШЃЌШдБЃГжЯИОЇСЃЁЃШЭадЩаПЩЃЌЧПЖШМАФЭФЅадОљНЯT7-T9ИпаЉЃЌЕЋШШгВадЕЭЃЌДуЭИадШдШЛВЛИпЃЌДуЛ№БфаЮДѓЁЃ
ЪЪгУЗЖЮЇЃКетжжИжгІгУНЯЙуЃЌЪЪгкжЦдьЧаЯїЬѕМўНЯВюЁЂФЭФЅадвЊЧѓНЯИпЧвВЛЪмЭЛШЛКЭОчСвГхЛїеёЖЏЖјашвЊвЛЖЈЕФШЭадМАОпгаЗцРћШаПкЕФИїжжЙЄОпЃЌШчГЕЕЖЁЂХйЕЖЁЂзъЭЗЁЂЫПзЖЁЂРЉПзЕЖОпЁЂТнЫПАхбРЁЂЯГЕЖЪжОтОтЬѕЁЂЛЙПЩвджЦзїГхФЃЁЂРЫПФЃЁЂТСКЯН№гУРфМЗбЙАМФЃЁЂжНЦЗЯТСЯФЃЁЂЫмСЯГЩаЭФЃОпЁЂаЁГпДчРфЧаБпФЃМАГхПзФЃЃЌЕЭОЋЖШЖјаЮзДМђЕЅЕФСПОпЃЈШчПЈАхЕШЃЉЃЌвВПЩгУзїВЛЪмНЯДѓГхЛїЕФФЭФЅСуМўЕШЁЃ
ЮяРэадФмЃКЛЏбЇГЩЗжЃК
ЬМ C ЃК0.95ЁЋ1.04
Йш SiЃК≤0.35 ЁЁЁЁ
УЬ MnЃК≤0.40 ЁЁЁЁ
Сђ S ЃК≤0.020 ЁЁЁЁ
Сз P ЃК≤0.030 ЁЁЁЁ
Иѕ CrЃКдЪаэВагрКЌСП≤0.25ЁЁЁЁ
Фј NiЃКдЪаэВагрКЌСП≤0.20ЁЁЁЁ
Э CuЃКдЪаэВагрКЌСП≤0.30ЁЁЁЁ
зЂЃКдЪаэВагрКЌСПCr+Ni+Cu≤0.40ЁЁЁЁ
СІбЇадФмЃКгВЖШ ЃКЭЫЛ№,≤197HB,бЙКлжБОЖ≥4.30mm;ДуЛ№,≥62HRC ШШДІРэЙцЗЖЃКЪдбљДуЛ№760ЁЋ780Ёц,ЫЎРф ЁЃ
2.2 ЙЄМўНсЙЙаЮзД
БОДЮЩшМЦГхбЙЙЄМўШчЭМ1ЃК
ЗжЮіПЩжЊЃК
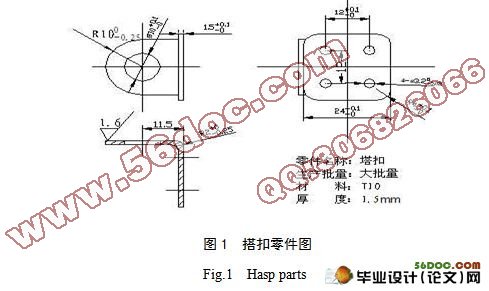
1ЁЂ ИУГхВУМўЕФаЮзДЛљБОЖдГЦЖјЙцдђЃЌХХбљЪБЗЯСЯНЯЩйЁЃ
2ЁЂ ГхВУМўЕФЭтаЮзЊНЧДІБмУтСЫМтШёЕФЧхНЧЃЌЧвR>0.25tЁЃ
3ЁЂ ГхВУМўЩЯПзЕФзюаЁГпДчЮЊ3.2ЃЌГхПзЕФзюаЁГпДчЮЊ1.3t=1.3×1.5=1.95mmЃЌПЩааЁЃ
2.3 ЙЄМўГпДчОЋЖШ
ИљОнСуМўЭМЩЯЫљзЂГпДчЃЌЙЄМўвЊЧѓВЛИпЃЌГпДчОЋЖШвЊЧѓНЯЕЭЃЌВЩгУIT14МЖОЋЖШЃЌЦеЭЈГхВУЭъШЋПЩвдТњзувЊЧѓЁЃ
ИљОнвдЩЯЗжЮіЃКИУСуМўГхВУЙЄвеадНЯКУЃЌзлКЯЦРБШЪЪвЫГхВУМгЙЄ


ФП ТМ
еЊвЊ.....................................................................1
ЙиМќ.....................................................................1
1 ЧАбд..................................................................2
2 ГхВУМўЕФЙЄвеЗжЮі......................................................2
2.1 ЙЄМўВФСЯ........................................................2
2.2 ЙЄМўНсЙЙаЮзД....................................................3
2.3 ЙЄМўГпДчОЋЖШ....................................................4
3 ГхВУЙЄвеЗНАИЕФШЗЖЈ....................................................4
4 ФЃОпНсЙЙаЮЪНЕФШЗЖЈ....................................................5
5 ФЃОпзмЬхЩшМЦЖЈ........................................................5
5.1 ФЃОпРраЭЕФбЁдё..................................................5
5.2 ВйзїЗНЪН........................................................5
5.3 аЖСЯЁЂГіМўЗНЪН..................................................5
5.3.1 аЖСЯЗНЪН..................................................5
5.3.2 ГіМўЗНЪН..................................................6
5.4 ШЗЖЈЫЭСЯЗНЪН....................................................6
5.5 ШЗЖЈЕМЯђЗНЪН....................................................6
6 ФЃОпЕФЩшМЦМЦЫу........................................................6
6.1 ХХбљЁЂМЦЫуЬѕСЯПэЖШЁЂШЗЖЈВНОрЁЂВФСЯРћгУТЪ..........................6
6.1.1 ХХбљЗНЪНЕФбЁдё............................................6
6.1.2 МЦЫуЬѕСЯПэЖШ..............................................6
6.1.3 ШЗЖЈВНОр..................................................9
6.1.4 МЦЫуВФСЯРћгУТЪ........................................... 9
6.2 ГхбЙСІЕФМЦЫу...................................................11
6.2.1 ГхВУСІЕФМЦЫу.............................................11
6.2.2 аЖСЯСІЁЂЖЅМўСІЕФМЦЫу.....................................12
6.3 бЙСІжааФЕФШЗЖЈ.................................................12
6.4 ФЃОпШаПкГпДчЕФМЦЫу.............................................13
6.4.1 ГхВУМфЯЖЗжЮі.............................................13
6.4.2 ТфСЯГпДч.................................................14
6.4.3 ГхПзГпДч.................................................16
7 жївЊСуВПМўЩшМЦ.......................................................16
7.1 ЙЄзїСуВПМўЕФНсЙЙЩшМЦ...........................................16
7.1.1 АМФЃЕФНсЙЙЩшМЦ...........................................16
7.1.2 ЭЙФЃЧПЖШКЭИеЖШаЃКЫЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎ17
7.2 аЖСЯВПМўЕФЩшМЦЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎЃЎ18
8 аЃКЫФЃОпБеКЯИпЖШМАбЙСІЛњгаЙиВЮЪ§.....................................21
8.1 аЃКЫФЃОпБеКЯИпЖШ...............................................21
8.2 ГхбЙЩшБИЕФбЁЖЈ.................................................21
9 ЩшМЦВЂЛцжЦФЃОпзмзАЭММАбЁШЁБъзМ.......................................22
10 ФЃОпЕФАВзАЕїЪд......................................................22
11 НсТл................................................................23
ВЮПМЮФЯз................................................................24
жТаЛ....................................................................24
ИНТМ....................................................................25
|
